复合材料在航空领域中的大量使用为复合材料技术的发展注入了强大的活力。现代飞机结构多大量采用复合材料,因其能够实现飞机运行低燃料消耗、高巡航速度、高效益及舒适的客舱环境。而复合材料的高成本却限制其扩大应用与发展,为此,许多国家制定并实施了低成本复合材料计划,截至目前,复合材料低成本化仍然是复合材料技术发展研究的核心问题。
在20世纪80年代后期,以美国为首的西方发达国家开始研究并首先应用了一项新技术即复合材料设计制造一体化技术。设计制造一体化技术可以提高产品的研制生产效率,保证产品质量,降低产品成本。
我国复合材料技术较发达国家相对落后,国内航空企业通过国际合作项目的介入,不但可以创造一定的经济效益,又可以学习和掌握先进的复合材料零部件结构设计及制造技术,以及先进的管理方法和理念,最终为我国复合材料零部件设计制造技术的发展奠定基础。国内航空企业通过不断学习和积累,能够提高自身能力,为我国航空复合材料制造起到引领和革新的作用。而在航空复合材料国际合作之初,先进的设计制造一体化技术就引入到了国际合作转包项目中来,采用数字化设计制造技术可以提高产品的研制生产效率,保障产品质量,降低产品成本[1]。FiberSim、CPD复合材料设计软件的引入可以使设计人员同时在零件几何、材料、结构要求以及工艺过程约束之间进行权衡。设计人员使用这些专业复合材料软件能快速可视化铺层形状和纤维方向,在设计阶段即发现制造问题,并采取相应的纠正措施;可以进行复合材料零件的结构工艺性分析、工程设计、曲面展开、铺层定义等,并通过相应接口将定义信息传递至自动下料机、激光铺层定位仪,直接利用设计数据进行数控剪裁、预浸料激光定位铺层,完全取消了图纸并提供了复合材料零件数字化定义的单一产品数据源,提供正确完整的产品定义信息,不再由于不正确或不完整的尺寸以及数据传递错误造成返工,极大地提高了生产效率和产品精度。
本文来自123
国内外合作项目研究
1 庞巴迪公司
庞巴迪宇航下属有蒙特利尔分部(原加拿大飞机公司)、利尔喷气分部(原利尔喷气公司,美国)、多伦多分部(原德哈维兰)、贝尔法斯特分部(原肖特,英国)4家实力很强的飞机制造企业,其中(原)加拿大飞机和利尔喷气原本就是2家世界知名喷气公务机制造企业,各自的产品为“挑战者”600和“利尔喷气”系列。“环球快车”(Global Express,超远程,90年代中期)、“挑战者”300(超中型,90年代末期)、“环球快车”5000(“环球快车”的远程改型,机身缩短,航程缩短)等全新飞机项目除了内部分工协作外,还采用国际风险合作方式研制。日本三菱重工是最主要的结构合作伙伴,负责整个机翼的设计和制造。2010年发起研制的“环球快车”7000和8000新一代超远程喷气公务机仍将采用国际合作的方式[2]。以上各机型都采用CATIA CPD完成对复合材料结构件的设计制造工作。
123456
2 波音公司
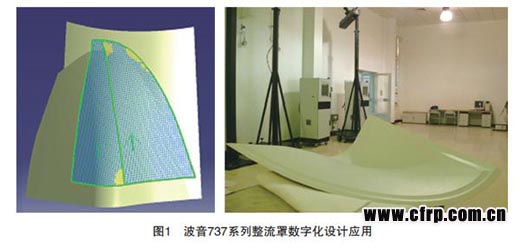
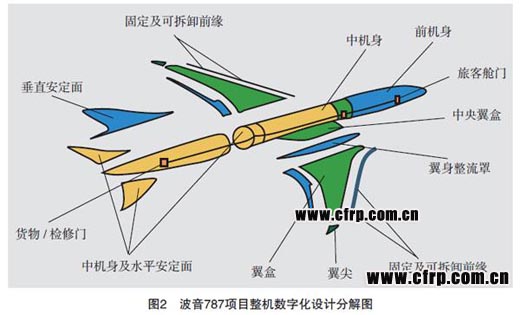
波音公司在与国内主机厂合作生产的波音737、747、787 系列飞机的翼身整流罩、内襟翼均采用CATIA CPD 模块数字化设计制造完成[3]。波音787复合材料构件重量占全机结构重量的50%左右, 是迄今为止复合材料用量最多的一个机型: 其机身、机尾翼采用碳纤维层合结构;而升降舵、方向舵却保留了过去采用的碳纤维夹芯结构; 发动机舱除受力大的发动机吊架外均采用碳纤维夹芯结构; 整流罩采用玻璃纤维夹芯结构。其复合材料件的生产分布在全世界各地进行, 而且采用了许多新工艺、新设备和新材料。其中复合材料的数字化设计制造是复合材料零部件制造的主要设计手段。具体的应用实例如图1、图2所示。
3 空客公司
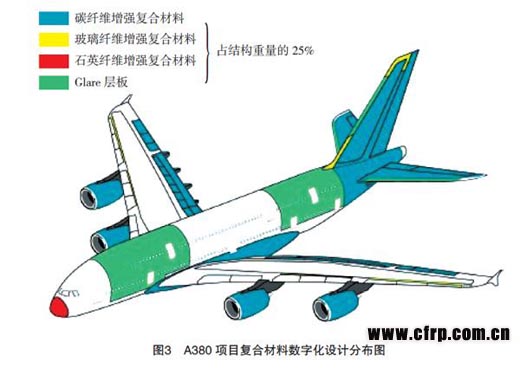
空客公司在整个A350 XWB项目、A380复合材料项目中完成了对所有复合材料零件的CATIA平台设计,并使用复合材料设计模块完成数字化的设计制造任务。以空客A380(图3)为例:其复合材料用量占到结构重量的25%,机身段、尾翼段、襟副翼的设计制造都是采用CPD模块对设计制造流程进行优化。空客公司的工程师用CATIA定义模具面、层的位置和边界、泡沫夹芯的位置等。CPD软件将层管理起来,为每个层自动生成表格,记录非几何信息与层的边界、相关的标记等联系起来,确保层在制造过程中能正确定位。CPD的文档功能,生成铺层图、铺层表、材料表和序列表,从而使空客的复合材料设计工作时间降低了约50%,采用了新技术和软件设计制造复合材料部件后,空客公司节省了5%~25%的初始设计时间,减少了45%的反复设计修改时间,极大地降低了手工铺层的时间,达到了全过程控制复合材料铺层,消除了反复试验的过程,提高产品质量的同时最大限度地降低了产品的废品率。
123456
 国内复合材料零件设计制造现状
国内复合材料零件设计制造现状
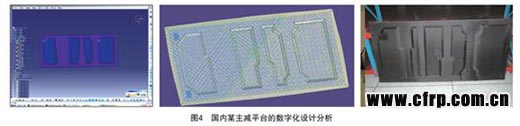
通过大量的复合材料零件设计制造的国际合作项目,我们可以学习和掌握先进的结构制造技术、设计技术,以及先进的管理方法和理念。例如,中航工业哈飞集团自20世纪90年代国际化合作初期就已经完成复合材料结构制件转CATIA设计平台的建立,在本世纪初完成了对复合材料零件数字化设计制造的探索,其中国内某型直升机主减平台的数字化设计制造流程如图4 所示。通过国际复合材料转包项目合作,中航工业哈飞集团已经将先进的复合材料数字化设计制造流程引入到国内现有的复合材料零部件的设计、生产中,并从中获得了相关的国外复合材料先进的技术,且完成由合作项目到自主生产的过渡,为国内复合材料零部件的设计制造引领了方向。
copyright 123456
中航工业通用飞机有限责任公司自主研发的领航150飞机(图5)其机身、机翼、尾翼均为复合材料构件,整机复合材料用量超过90%,以CATIA CPD 为设计平台进行数字化设计制造。
 复合材料数字化设计制造一体化研究
复合材料数字化设计制造一体化研究
1 数字化的设计流程
通过合作项目的引入及预先研究,改变长期以来采用金属零件设计方法进行复合材料构件设计的固有模式,而对复合材料构件的产品每一铺层进行数字化定义,实现了将复合材料构件产品数字化定义数据从设计初期传递至工装设计、工艺设计、数字化剪裁设备和激光铺层定位系统的传递过程,在现有计算机软硬件及数字化设备前提条件下,打通了复合材料构件从设计到制造过程的数据流。该流程可以简要概括如下:
123456
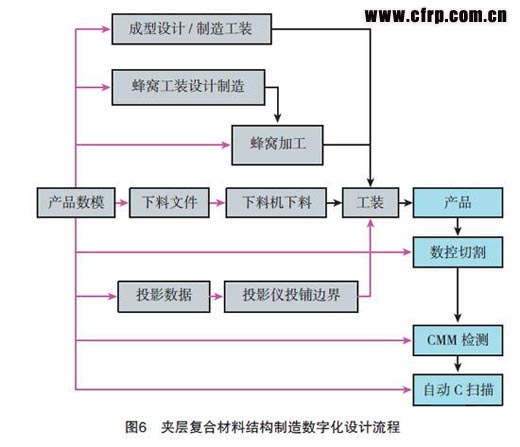
三维模型建好以后,用于工装的设计制造,同时输入复合材料专用设计/ 制造软件,完成基于三维模型的铺层展开。铺层展开数据进一步提取通过数据接口生成下料机专用的排样下料文件、直接支持Virtek 和General Scanning 激光投影系统的激光投影编码以及用于纤维铺放的铺层文件等,通过数据接口将上述文件信息分别输入到排样系统、自动剪裁机、激光铺层定位系统和纤维铺放机等制造设备,自动进行优化排样、下料、各铺层精确定位以及纤维铺放等。复合材料设计、制造一体化实现了零件三维模型到制造的无缝集成,极大地减少了不准确的铺层尺寸和铺设方向,提高了产品质量,同时自动切割和优化排样减少了材料浪费,激光铺层定位消除了手工切割样板和手工铺层样本。夹层复合材料结构制造数字化流程[4] 如图6所示。
 本文来自123
本文来自123
2 复合材料构件数字化设计原则
在理论和实践的基础上通过对复合材料结构设计软件的研究,形成了一套复合材料构件数字化设计原则。进行复合材料数字化设计时,除要符合复合材料一般设计要求之外,还要遵守以下原则:
(1) 分开的铺层片之间需要进行对接或搭接,一般在连接区和有配合要求的区域对接,在没有严格要求的地方搭接,搭接区域一般为12~15mm。
(2) 对铺层进行制造可行性分析时,如有部分纤维变形过大,可采取优化铺放起始点、优化拼接位置、局部区域打剪口以及铺层分开后连接等方法来消除纤维变形过大。对于铺设方向的垂线方向大于预浸料幅宽的铺层,客观条件要求必须要将预浸料分成片,可以通过逐步优化分片的位置和铺放起始点使其通过仿真要求,对于特别复杂的零件可在局部打剪口。对于铺设方向的垂线方向小于预浸料幅宽的铺层,一般采取优化铺放起始点来消除纤维变形过大,必要时可在局部开设剪口,剪口主要分为U型剪口和V型剪口,前者适用于铺层局部受压引起的纤维变形,开剪口后不需打补片;后者适用于纤维由于拉伸引起的纤维变形,开剪口后需要打补片。对于铺层分开后连接除非在特殊情况下否则一般不用。
本文来自123
复合材料设计制造一体化是复合材料发展的必然趋势
制造复合材料零部件的数字化设计的优势体现在如下方面:
(1)复合材料原材料成本控制节约。
以中航工业通用飞机有限责任公司自主研发的领航150飞机为例,通过引入复合材料零件的数字化设计制造技术,使得单架机材料成本节约费用6万元,以领航150飞机年产100架计算,每年材料节约费用超过600万元;中航工业哈飞集团通过波音转包项目的引入,实现某型号整流罩单架机约材料费用5万元,年节约费用超过150万元;哈飞集团通过对国际合作技术的研究最终完成了技术转型,将现有机型的复合材料零部件的制造由原有的模线、样板的手工模式转换到数字化设计制造流程的应用中,废品率降至生产初期的2%,并大大节约了设计、制造成本。
(2)设计周期的控制。
内容来自123456
从复合材料零件的设计到产品的整个周期,由原来完成设计工作移交到工艺进行制造前的生产准备,转变成由数字化设计分析优化,通过软件的前期优化、激光投影仪的自动下料机的配合使用,进而缩短设计制造周期、提升产品质量、减少产品报废率。通过预研项目的初步分析,该数字化设计制造流程的引入可以使设计周期缩短20%,生产效率提高近25%。
复合材料结构件用量的比例已经成为飞机先进性的重要标志。复合材料设计制造一体化技术是充分发挥复合材料优点和特点的高效、低成本技术。在满足结构总体性能要求的前提下,复合材料设计制造一体化技术不仅能减轻结构重量、提高产品质量,而且还降低了成型过程中的设备使用成本和工时,从而降低成本,特别是制造成本,是一种降低复合材料飞机制造成本的有效方法,是国际通用飞机结构设计制造技术的发展方向,也是国内复合材料应用发展的必然趋势。
内容来自123456
结束语
本文通过对国外先进理念的分析、国际合作项目的引入及国内主机厂现有的自主对于复合材料零部件的流程的现状分析研究,指出复合材料零部件未来的数字化设计制造的趋势,以打造复合材料构件从产品设计、工艺设计、工装设计、制造等过程的数字流程为首要目的开展研究工作,真正意义上实现了设计制造的低成本,也是国内今后复合材料设计制造的必然趋势。(责编 夏宛)
来源:航空制造网




 润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!













