三维编织复合材料是仿织复合材料之一,是由采用编织技术织造的纤维编织物(又称三维预成形件)所增强的复合材料,其具有高的比强度、比模量、高的损伤容限和断裂韧性、耐冲击、抗开裂和疲劳等优异特点。三维编织复合材料作为一种先进的复合材料,倍受工程界关注,业已成为航空、航天领域的重要结构材料,并在汽车、船舶、建筑领域、体育用品和医疗器械等方面得到了广泛应用。
三维编织复合材料的发展是因为单向或二向增强材料所制得的复合材料层间剪切强度低、抗冲击性能差、不能用作主承力件,L.R.Sanders于1977年把三维编织技术引入工程应用中。所谓3D编织技术是通过长短纤维在空间按一定的规律排列,相互交织而获得的三维无缝合的完整结构,使复合材料不再存在层间问题,且抗损伤能力大大提高。其工艺特点是能制造出各种规则形状及异形实心体,并可使结构件具有多功能性,即编织多层整体构件。目前三维编织的方式大约有20多种,但常用的有4种,分别是极线编织(polar braiding)、斜线编织(diagonal braiding or packing braiding)、正交线编织(orthogonal braiding)和绕锁线编织(warp interlock braiding)。三维编织中又有多种型式,例如二步法三维编织、四步法三维编织、多步法三维编织。 123,123
树脂传递模塑法发展史
三维编织复合材料成型工艺主要有树脂传递模塑法[2](RTM,Resin Transfer Molding),它是将液态树脂注入闭合模具中浸润增强材料并固化成型的工艺方法,是近年来发展迅速地适宜多品种、中批量、高质量先进复合材料制品生产地成型工艺,它是一种接近最终形状部件的生产方法,基本无需后续加工。
RTM技术起源于20世纪40年代的“MARCO”方法,最初是为成型飞机雷达罩发展起来的。RTM虽然成本较低,但其技术要求较高,特别是对原材料及模具的要求较高,大规模推广有一定的困难,因而发展缓慢。到了20世纪80年代,由于工业发达国家对生产环境要求的各项法规日趋严格;同时,随着原材料、工艺的发展和成型技术的不断进步,加上RTM工艺自身诸多的优点,例如,模制件公差小、有很高的表面质量、比SMC(Sheet Molding Compound),片状模塑料模塑压力小、生产加工组织方式多种多样、投资少、生产效率较高等特点而受到各国的重视。80年代末,随着世界政治经济形势的变化,RTM被认为是解决先进复合材料高成本问题的重要技术之一。日本将RTM 和拉挤两项工艺推荐为最有发展前途的工艺。美国NASA将RTM技术列入其先进复合材料计划(ACT计划),并组织开展了大量的研究工作,同时民用复合材料界在生产成本、生产周期和环保新要求的压力下出现了RTM研究和应用的热潮。
本文来自123
1985年前后,以缩短成型周期、提高表面质量平顺性和提高质量稳定性为目标的第二代RTM 开始得到应用。以更高效率为特点的第三代RTM成型工艺在20世纪90年代中期开始得到应用。
国内RTM 工艺起步于20世纪80年代末期,受当时国际RTM技术高速发展的影响,RTM注射设备和工艺方法一度形成“热点”。但是由于受当时原材料配套系统不完善和基础工艺理论研究欠缺的影响,未能形成规模化生产,大部分设备都处于闲置状态。20世纪90年代以后,国内一些单位(如天津工业大学复合材料研究所)积极研究和推广RTM工艺技术,从原材料、产品设计、模具设计与制造、表面技术和基础理论以及工业化生产技术等方面,开展了系统的研究工作。进入21世纪后,随着三维编织技术的快速发展,RTM工艺技术在飞机结构部件和其他军用设施和产品上得到了较多应用,随着Light-RTM和SCRIMOP在游艇和风机叶片上的应用,该类型工艺的应用优势越来越多地得到了大家的认可。
123,123
RTM工艺一个重要的发展方向是大型部件的整体成型。其工艺方法以VARTM、Light-RTM、SCRIMP工艺为代表。RTM工艺技术的研究和应用涉及多种学科和技术,是当前国际复合材料最活跃的研究领域之一。其主要研究方向包括:低粘度、高性能树脂体系的制备及其化学动力学和流变特性;纤维预成形体的制备及渗透特性;成型过程的计算机模拟仿真技术;成型过程的在线监控技术;模具优化设计技术;新型工艺设备的开发;成本分析技术等。
RTM工艺特点
RTM以其优异的工艺性能,广泛地应用于舰船、军事设施、国防工程、交通运输、航空航天和民用工业等领域[3]。其主要特点如下:
(1)模具制造和材料选择灵活性强,根据不同的生产规模,设备的变化也很灵活,制品产量在1000~20000件/年之间。
(2)能够制造具有良好表面质量、高尺寸精度的复杂部件,在大型部件的制造方面优势更为明显。
本文来自123
(3)易实现局部增强、夹芯结构;灵活地调整增强材料的类型、结构设计,以满足从民用到航空航天工业不同性能的要求。
(4)纤维含量最高可达60%。
(5)RTM成型工艺属于一种闭模操作工艺,工作环境清洁,成型过程苯乙烯排放量小。
(6)RTM成型工艺对原材料体系要求严格,要求增强材料具有良好的耐树脂流动冲刷性和浸润性,要求树脂黏度低,高反应活性,中温固化,固化放热峰值低,浸渍过程中黏度较小,注射完毕后能很快凝胶。
(7)低压注射,一般注射压力<30psi(1psi=68.95Pa),可采用玻璃钢模具(包括环氧模具、玻璃钢表面电铸镍模具等),模具设计自由度高,模具成本低。
(8)制品孔隙率较低。与预浸料模压工艺相比,RTM工艺无须制备、运输、贮藏冷冻的预浸料,无须繁杂的手工铺层和真空袋压过程,也无须热处理时间,操作简单。
copyright 123456
但是RTM 工艺由于在成型阶段树脂和纤维通过浸渍过程实现赋形,纤维在模腔中的流动、纤维浸渍过程中以及树脂的固化过程都对最终产品的性能有很大的影响,因而导致了工艺的复杂性和不可控性增大。
RTM成型工艺过程
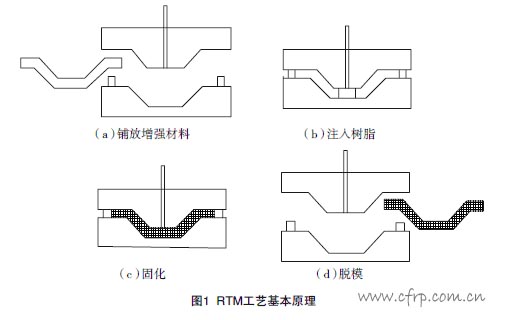
RTM成型工艺是先在模腔内预先铺放增强材料预成形体,芯材和预埋件,然后在压力或真空作用力下将树脂注入闭合模腔,浸润纤维,固化后脱模,再进行二次加工等后处理工序,其基本原理如图1所示。
纤维预成形有手工铺放、手工纤维铺层加模具热压预成形、机械手喷射短切纤维加热压预成形、三维立体编织等多种形式。
在合模和锁紧模具的过程中,根据不同的生产形式,有的锁模机构安装在模具上,有的采用外置的合模锁紧设备,也可以在锁紧模具的同时利用真空辅助来提供锁紧力,模具抽真空的同时可以降低树脂充模产生的内压对模具变形的影响。
123456
在树脂注入阶段,要求树脂的粘度尽量不要发生变化,以保证树脂在模腔内的均匀流动和充分浸渍。在充模过程结束后,要求模具内各部分的树脂均同步固化,以降低由于固化产生的热应力对产品变形的影响。
不同类型的RTM生产布局
随着原材料技术、模具技术和设备技术的快速发展,RTM的生产布局也出现了多种多样的形式。按照生产效率划分,可以将RTM工艺的发展划分为3代。
第1代RTM工艺通常为常温固化和外部加热,生产周期为80~150min,生产布局常采用环形生产线,模具在不同的工位流动,模具数量多,生产周期取决于时间最长的工序,通常为固化工序。
第2代RTM工艺的特点是模具自带加热系统,同时采用了专门的开合模锁紧机构,生产效率可以达到20~30min。有代表性的是双工位RTM工艺布局,一个工位在喷射胶衣、铺放纤维时,另一个工位可以进行注射、固化过程。
123456
第3代RTM工艺采用的是120℃左右的固化温度,模具由专用的压机带动实现开模、合模、锁紧,设备采用高速注射设备,模具使用金属模具,整体布局和SMC工艺类似,成型周期小于10min。
RTM工艺参数对工艺过程的影响
影响RTM工艺的工艺参数包括树脂黏度、注射压力、成型温度、真空度等,同时这些参数在成型过程中是相互关联和相互影响的。
(1)树脂黏度。适用于RTM工艺的树脂应该具有较低的黏度,通常应小于600mPa·s,小于300mPa·s时工艺性能会表现得更好。通过提高树脂的成型温度来降低树脂黏度,以利于更好地实现充模过程。
(2)注射压力。注射压力的选择取决于纤维的结构形式和纤维含量以及所需要的成型周期。研究资料表明,较低的注射压力有利于纤维的充分浸渍,有利于力学性能的提高。通过改变产品结构设计、纤维铺层设计、降低树脂浓度、优化注射口和排气口的位置、使用真空辅助等手段,都可以实现降低注射压力。
内容来自123456
(3)成型温度。成型温度的选择受模具自身能够提供的加热方式、树脂固化特性及所使用的固化体系的影响。较高的成型温度能够降低树脂的黏度,促进树脂在纤维束内部的流动和浸渍,增强树脂和纤维的界面结合能力。
(4)真空度。在成型过程中使用真空辅助可以有效降低模具的刚度需求,同时促进注射过程中空气的排除,减少产品的孔隙含量。通过实验数据测定,在真空条件下成型的平板平均孔隙含量只有0.15%,而没有真空的平板孔隙含量达到1%。
RTM设备和模具
RTM树脂注射设备包括加热恒温系统、混合搅拌器、计量泵以及各种自动化仪表。注射机按混合方式可分为单组分式、双组分加压式、双组分泵式和加催化剂泵式4种。现在用于批量生产的注射机主要是加催化剂泵式。
瑞典Aplicator公司制造的RI-2设备,使RTM工艺朝高质量、高速度的全系统生产方面迈了一大步。美国液控系统公司(Liquid Control Systems)制造的Multiflow RTM设备,可对从几克到数百千克的反应树脂体系进行计量,混合并注射进低压力闭合模。
123,123
Multiflow CMFH型设备用于制造大型增强材料部件,输入量为45kg/min。可使用于多种树脂体系。
英国Plastech TT公司生产的注射机考虑了多种生产参数的集中控制问题,其中Megaject Pro型注射机是自动化程度最高的一种。
RTM是在低压下成型,模具刚度相对要求低,可以使用多种材料来制造模具。常用的模具类型有玻璃钢模具、电铸镍模具、铝模具、铸铁模具和钢模具。
一般而言,RTM工艺对模具有如下要求:(1)保持制品的形状、尺寸精度及上下模具的配合精度,使制品达到设计的表面精度;(2)具有可靠地夹紧和顶开上下模具的装置及制品脱模装置;(3)足够的刚度和强度,保证在合模、开模和注射时不出现破坏和尽可能小的变形;(4)可被加热,并保证在一定的树脂成型固化温度下的使用寿命,在使用过程中不发生开裂和变形;(5)具有合理的注射口、冒口、流通,保证树脂充满模腔,并排除制品中的气体;(6)具有合适的模腔厚度,使模具对预成形体有合适的压缩量;(7)上下模具的密封性要好,对无真空辅助的工艺,树脂的漏损率应小于1%,对有真空辅助的工艺,密封应保证不漏气,以免气体进入模腔;(8)以合适的材料和制造成本,满足成型制品数量和模具寿命的要求。
123456
RTM的衍生技术
RTM技术的发展很快,目前在上述成型的基本过程基础上,还衍生出一些特殊的RTM技术,这些技术主要有真空辅助RTM(VARTM)、压缩RTM(CRTM)、Seemann’s复合材料树脂渗透模塑成型(SCRIMP)、树脂膜渗透成型(RFI)、热膨胀RTM(TERTM)、柔性RTM(FRTM)和共注射RTM(CIRTM)等。
三维编织复合材料内部纱线在平面和三维空间中交织在一起,形成一个不分层的、复杂的整体结构[4]。因此在编织复合材料研究之初,主要是通过试验仪器设备等对其进行试验观察和研究。20世纪80年代,国外就有许多学者开始了有关三维编织复合材料的各项试验研究,主要研究了纱线和树脂的各种参量对编织复合材料拉伸,压缩,弯曲和层间剪切等力学性能的影响。国内的试验研究起步相对较晚,直到90年代后期才出现报道。目前已进行包括低速冲击和高能量碰撞在内的各项试验研究。
内容来自123456
三维编织复合材料细观结构的几何模型
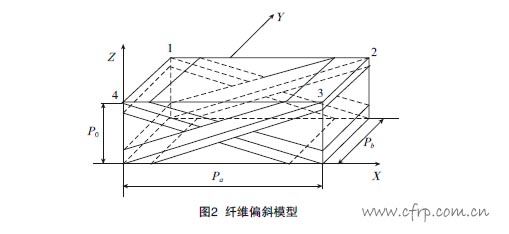
由于编织复合材料的基础是纺织技术,对三维编织复合材料的研究,首先必须搞清楚纺织物结构的几何模型[4]。美国是研究编织复合材料最早的国家之一。20世纪80年代比较典型的几何模型当属美国编织技术的先驱Frank K. Ko和Tsu-Wei Chou及其合作者最先提出的3 种几何模型:第1种是Ko和Pastore[5]基于三维编织物中的纱线片段提出的一种单元胞体的“取向平均模型”,第2种称之为“‘米’字枝状模型”,Ma和Yang等[6]把四步法编织复合材料的单元胞体结构看成是由3根相互正交的纱线和4根对角纱线所组成,针对这些纱线的相互作用建立了细观分析模型;第3种是Yang和Ma 等[7]的“纤维倾斜模型”。Yang等以由四步法编织的四向编织复合材料为对象,根据其预成形件内纤维束的排列为锯齿形的特点,建立了纤维偏斜模型。认为在单胞内纤维束沿长方体的4个对角线方向排列,在注入基体后形成一个薄的斜板,4个偏斜的单向板形成一个单元,如图2所示。
123456
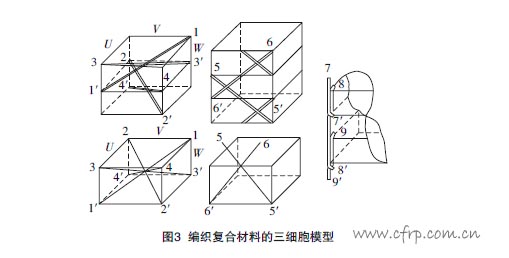
进入90年代后,各国研究人员对三维编织复合材料、编织程序、纱线在编织过程中的走向等进行了更加深入的研究,得到了更为完善、合理的编织复合材料细观模型。其中Du和Ko[8]介绍了4种不同的编织方式,通过单元胞体的方法建立了三维编织的几何实体模型,给出了关键编织参数与纤维编织角和纤维体积含量之间的关系。Wang 和Wang[9]提出了一种描述三维编织预成形件的纱线拓扑结构的分析方法。首先,采用定义控制体积的方法,描述在编织过程中形成的编织纱线的空间轨迹,基于纱线拓扑定义了3种不同的单胞模型,分别代表预成形件的内部、表面、角的结构。内部单胞的几何形状为一长方体,包含四组相互交织的纱线,高为一个编织花节长度。内部纱线结构与Li的结果相一致。表面和角单胞的几何形状均为三棱柱体,高为编织花节长度,表面单胞中包含两组相互交织的编织纱线,而角单胞中仅含有一组平行伸直的编织纱线,分析中,忽略了纺织纱线的横截面形状。在国内,吴德隆和郝兆平[10]最早提出了以四步法为基础“三细胞模型”,从细观分析角度来看,纺织复合材料结构是由重复的内部基元(B.C)边界上的面元(F.C)和角点的柱元(R.C)构成,如图3所示,三细胞模型的特点在于,根据编织几何学很好地描述织物微观结构,可以分析拉压双模量材料,基体弹塑性材料及界面损伤对力学性能的影响。陈利和陶肖明等[11]对四步法三维编织物的结构进行了研究,揭示了纱线在预成形内部、表面和角点区域的不同构形,建立了编织结构和编织参数之间的关系。庞宝君等[12]以四向编织复合材料为对象,建立了单胞的几何结构模型,并进行了细观上的实验验证。
内容来自123456
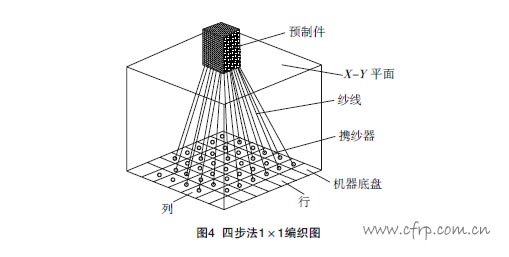
近年来,许多学者对矩形编织材料细观结构给予了高度的关注,逐步建立了由简单“米”字型到三维实体的单胞几何模型,推动着力学模型的发展。郑锡涛和叶天麒[13]系统地研究了四步法1×1方型编织工艺编制的预成形件及其增强的复合材料的细观结构。提出了纱线椭圆形横截面假设,考虑了编织纱线的细度和编织纱线填充因子的影响,创建了正轴模型。根据编织过程中携纱器的运动轨迹特点,将预成形件划分为三个不同的区域,分别定义了不同的控制体积单元,识别了编织结构参数之间的关系,同时给出三维编织复合材料的设计方法,三维编织示意图见图4。冯伟和马文锁[14]将编织物中连续的纱线离散开来并用特殊的点符号表达,用点群和空间群分析现有编织材料几何结构,一方面可以合理地对现有编织材料几何结构进行描述和分类;另一方面也可以将该理论用于推导编织材料几何结构新的和更为有效的编织方法。张美忠等[15]由于编织复合材料实际结构的复杂性,为了使研究结果更真实,用现有成熟的有限元软件仿真三维编织复合材料,并研究其各项力学性能已成为一种趋势。
本文来自123
Pandey[15]等通过CAD建模技术来描述三维编织复合材料的代表性单元体,生动而准确地再现了复合材料的内部复杂结构。Sun[16]等提出了数字单元法,并用该方法模拟了三维矩形编织结构的编制过程,以确切的知道三维编织复合材料内部每根纱线的路径和预成型体的微观结构。借助VC++及SolidWorks软件的参数化图形建模特点,建立了能模拟各种编织参数预制体孔隙实体,计算孔隙体积及其表面积的软件系统。
力学行为的理论研究
三维编织复合材料的力学模型是以上述细观结构的几何模型为基础的。20世纪80年代至今,代表性的工作有Ma和Yang等的弹性应变能法、Yang和Ma等的纤维倾斜模型、吴德隆和郝兆平的三细胞模型、陈利的偏轴模型和郑锡涛的正轴模型。90年代后期,梁军等[16]应用Eshelby 和Mori-Tanaka理论对三维编织复合材料进行了细观力学分析,然后与刚度平均化方法相结合,对含圆币型基体微裂纹的三维编织复合材料弹性常数进行了理论预报。孙慧玉[17]借鉴国外模型发展了纤维倾斜模型,考虑厚度方向的效应,采用三维应力-应变分析,预报了有效弹性模量,并将此空间多向层合板力学模型引入到了强度性能的预报。王波等[18]提出了刚度合成法预报编织复合材料剪切弹性模量,比较了整体编织试件和裁剪所得试件的理论剪切性能,分析了剪切性能随试件沿宽度和厚度两个方向内部单胞数目的变化规律。目前也有关于编织复合材料弹性性能、损伤、强度以及在超常环境下性能的工作报道。陈利和陶肖明等[19]基于变分原理,提出用有限多相单元法来预测三维编织复合材料的弹性性能。刘振国和卢子兴等提出了一种预报编织复合材料剪切性能的“米”字型体胞的有限元计算模型[20]。黄争鸣[21] 建立了“桥接模型”并分析了编织复合材料的刚度和强度性能。徐焜和许希武[22]基于八边形纤维束截面单胞模型,采用细观非线性有限元方法,建立了三维四向编织复合材料的渐进损伤拉伸强度模型。曾涛等[23-24]利用四纤维体胞模型,提出了一种多相有限元数值法,基于Tsui-Wu失效准则和Mises准则预报了三维编织复合材料的非线性响应和损伤演化。Alzina[25]等用多尺度分析方法预报了低温下编织复合材料的热弹性性能。 123,123
结束语
三维编织复合材料已在航空航天等众多领域得到了广泛地应用,在可以预见的将来,其应用范围还会继续扩大。相对而言,三维编织复合材料的理论研究和试验研究都比较滞后。由于三维复合材料具有复杂的纤维构造,加之编织工艺参数、结构参数、在复合材料过程中预成形件的挤压变形、编织纱与基体的力学性能、空隙率以及纺织纱线与基体之间的界面损伤等诸多因素,影响它的结构及力学性能的分析与估算。三维编织复合材料的理论和工艺研究工作目前仍处于探索发展阶段。有关三维编织工艺理论还有待进一步地完善,新的工艺方法还有待开发。分析三维编织复合材料的力学性能的方法还需要进一步地发展,建立相对完善的强度准则是扩大三维编织复合材料使用的理论依据,同时,寻求准确求解三维编织复合材料的细观力学解也是亟待解决的问题。 copyright 123456
来源:西北工业大学航空学院,郑锡涛




 润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!













