热门关键词: 碳纤维手机壳 碳纤维手机套 凯夫拉手机壳 凯芙拉手机壳




 润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
碳纤维制品/凯芙拉制品生产商供应碳纤维手机壳/凯芙拉手机壳,碳纤维制品和凯芙拉成型产品
全国服务热线18676362007
润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
碳纤维制品/凯芙拉制品生产商供应碳纤维手机壳/凯芙拉手机壳,碳纤维制品和凯芙拉成型产品
全国服务热线18676362007

内容来自123456
最近一个时期,坛子里的不少帖子,技术性和专业性有所增强,真是让人高兴。什么是素质,哪个叫水平,这些概念应当得到正确的建立。耸人听闻的标题党、子虚乌有的意淫贴、极端互骂的撒泼族,无论如何,都跟不上、配不上中国军工的高速发展。 123456
客观探讨、理性分析、观点多元、相互学习的趋势,才是中华网军事频道的幸事。
本文来自123
看热闹,更看门道;知其然,亦知其所以然,也才是咱广大军迷们的骄傲。 123,123
为了向各位专家型大虾致敬,这一次,兵器迷试着写一点专业性更强的东东,和大家分享。
copyright 123456
啥叫专业性?就是故事性不强,而专业术语多。这样的帖子,没啥水分,比较干。您吃着,可能有点拉嗓子。呵呵,没关系。兵器迷的描述,尽量往通俗方向走,而且咱把大段的干货,切成几部分,分次发贴。一次别招呼太多,怕噎着了,呵呵。
碳纤维复合材料的基本概念
说起材料,似乎挺复杂的,其实不尽然。大家肯定都听说过石器时代、铜器时代和铁器时代。这很通俗、又很清楚的表明了人类历史发展与材料的关系。到今天,全球材料结构中仍然有有大约一半是钢铁或其合金,从这个意义上讲,我们现在仍然处于铁器时代。
一种用于结构的好材料,一般应具有较大的强度,或者外力作用下发生形变相对较小,或者重量较轻。而有时候,我们要求材料必须同时具备强度高、变形小和重量低这三种特性。因此,材料科学领域提出了比强度和比模量的概念。
copyright 123456
比强度(specific strength)是材料的强度(断开时单位面积所受的力)除以其密度。又被称为强度-重量比。比强度高,简单的说,就是材料又要结实,又要轻。 123456
举个例子来说,比普通钢强度高7倍的合金钢,够结实。可是太重。要用合金钢增加结构强度,就必须同时增加重量,这对需要高速运动的物体,意义就不大了。因此我们说,合金钢的比强度还是不够高。
比模量(specific modulus)是材料的模量(在受力状态下的应力与应变之比)除以其密度,又称劲度-质量比。比模量高,简单的说,就是材料又要变形小,又要轻。 123456
各种工程材料,比如木材、铝、钢,它们的比强度差别很大,但比模量其实都差不多,仅仅从比模量角度,他们之间相互替代的意义也并不大。
copyright 123456
强度高、变形小、重量低,什么地方会用到这样的材料呢? copyright 123456
对了,就是航空和航天工业。飞行器的运动速度高,过载大,对材料强度和变形有严格要求。而且,商用飞机每减重一公斤,一年就能节约3000美元的燃料。远程火箭、太空飞船每减重一公斤,就能节约10,000美元的燃料。能够减少重量,就能够增加有效载荷,降低飞行成本。因此高速飞行领域对材料重量是很敏感的。
当然,大家可以联想到,航空航天领域的材料,还需要一个特质,就是耐高温。
有朋友说:那钛合金呢?没错,钛合金确实比钢铁更加符合飞行器的要求。但问题是钛资源很少,开采、提炼和加工又很麻烦,因此钛合金的价格相当昂贵。这部分的限制了钛的大规模商用,甚至是大规模军用。对于钛合金,兵器迷将来另有专贴分析,这里就不赘述了。 copyright 123456
强度高、变形小、重量低、耐高温、不太贵。这五个要求像是密集的交叉火力,把绝大部分已知材料封杀殆尽。就在这个时候,咱们故事的主角,碳纤维复合材料,终于登场了。
碳纤维,指碳的重量占 90%以上的纤维状碳材料。碳纤维与树脂、金属、陶瓷等基体复合,制成的材料,就是碳纤维复合材料(CFRP)。 123456
图1 碳纤维布
123456
碳纤维复材中最重要的碳纤维增强环氧树脂复合材料,其比强度、比模量综合指标,在现有结构材料中是最高的。其比模量比钢和铝合金高5倍,比强度要高3倍。而碳纤维的比重,一般在1.6左右,是铝的二分之一,钢的五分之一。碳在各种溶剂中不溶解,在隔绝空气的惰性环境中(常压下),在高温时也不会熔融,而且是在2000摄氏度以上唯一强度不下降的已知材料。只有在10Mpa压力和3000K以上高温条件下,才不经液相直接升华。在密度、刚度、重量、疲劳特性等有严格要求的领域,在要求高温、化学稳定性高的场合,CFRP都具有很高的优势。
本文来自123
东西是好东西。可在现代化学工业诞生之前,人们却一直以为,碳产品的脆性非常大,碳纤维也很难做出来。就是好不容易做出来了,力学性能又极差。因此并没有认识到这是个宝贝。碳纤维的利用,可以追溯到1880年,那个以发明灯泡而著名的爱迪生,申请专利,提出利用碳纤维作为电灯的灯丝,后来因为钨丝的替代而不了了之。此后关于碳纤维及其复合材料的研发,在很长时间处于停滞状态。直至二战之后,美国和日本为主的研发工作陆续获得突破,才终于迎来了碳纤维的春天。
1950年,美国Wright-Patterson空军基地开始研究用人造丝制造碳纤维,并得到了力学性能优良的碳纤维。1967年,美国Uninon Carbide公司已经能够供应弹性模量为2.8-3.5×106公斤/厘米2的石墨纱。1969年,日本东丽公司研制成功特殊的聚丙烯腈共聚PAN纤维,并结合Uninon Carbide公司的碳化技术,生产出了比强度和比模量都很高的碳纤维。此后至今,东丽公司一直是首屈一指的高性能碳纤维供应商,产量居世界首位。其与日本东邦和三菱人造丝三家日本公司,生产世界70%以上的军用碳纤维,代表着当今高性能碳纤维的最高水平。而以Akzo和Zoltek为代表的美国公司,则把持着低端碳纤维市场的主要份额。 123,123
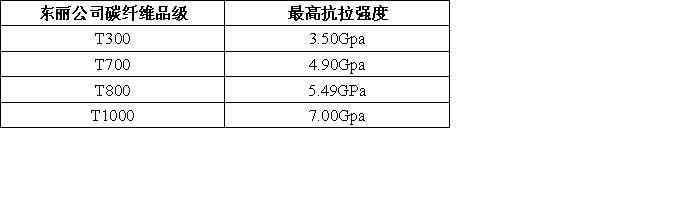
对了。在此,顺便解释一个有朋友问过兵器迷的问题,就是大家经常听说的T300,T800这些碳纤维究竟是什么意思。其实,就是以日本东丽公司TORYA的首字母命名的碳纤维原丝的品级。 123456
表1 东丽公司碳纤维品级性能表
 copyright 123456
copyright 123456
copyright 123456
补充一句:在理论上,碳纤维的抗拉强度可能达到180Gpa,实验室碳纤维最高抗拉强度已达到9.03 Gpa,未来有可能做到20Gpa。
兵器迷叹口气,日本在高性能碳纤维和其他诸多领域,能够在基础研究、产品研发、市场占有和行业标准这四方面独占鳌头,成为一个行业的领导者。而放眼望去,中国,能够做到如此地步的,又有几何?军工领域尚在追赶,暂且不谈;就是民用领域,除了袁隆平的杂交水稻,这个GDP规模第二的国家在行业领先方面似乎也是寥若星辰。大而无当,大而不强,实积弊已久,国人自强自精之路,尚在漫漫。
书归正传。 123,123
碳纤维的应用,其实可以分为两个大的分支。即高端军用领域的小丝束碳纤维和低端民用领域的大丝束碳纤维。 copyright 123456
对不住了,材料领域的术语就是多,兵器迷一样挠头。呵呵,各位耐心点看吧。 123456
碳纤维的丝束以K表示,1K表示一个丝束含1000根碳纤维,3K就是3000根。一般来讲,24K以下为小丝束(small tow), 24K以上的为大丝束(large tow)。 123456
航空航天领域,特别是军用航空领域,在飞机结构上一般采用的是小丝束碳纤维复材,以3K的碳纤维为主。通常小丝束碳纤维的生产必须采用价格昂贵的特种聚丙烯睛PAN原丝,而且这些特种PAN原丝的生产技术是高度保密的,每家公司都有自己的专利技术。原丝制备技术高度保密,不出售,不转让。小丝束碳纤维产品的市场容量相对小,目前主要用于军工产品。
内容来自123456
而大丝束碳纤维,能够以便宜而且公开出售的民用聚丙烯作为原料,制备碳纤维。因此,价格优势非常明显。举个例子,2012年的国内碳纤维市场,48K的只有一百多人人民币一公斤,24K的二百多,12K的三四百,到3K就要七八百,1K的则高达三四千元一公斤。
20世纪90年代中期以后,世界碳纤维发展的最大特点,是大丝束碳纤维获得重大突破。美国Zoltek公司近年来在PAN原丝的研究上取得了突破,成功地采用一般纺织工业用的聚丙烯,生产性能与T300基本相当的PAN-EX33碳纤维。 内容来自123456
看到这里,那位问了:那能不能用便宜的大丝束产品,替代昂贵的小丝素产品呢?
根据网上公开的材料,沈阳飞机设计研究所与北京航空材料研究院,早在“十五”期间,就展开了大丝束碳纤维复合材料在飞机上的应用研究工作。通过美国Zoltek的48K大丝束与东丽T300的3K小丝束的对比试验(见表2),证明了在强度性能上,二者差异不大。但在模量性能上,特别是纵向拉伸和纵向压缩模量上,大丝束比小丝束低15%左右。因此,目前大丝束虽然便宜,却尚难以用到军机的主承力构件或者次承力构件上,但可以在通用航空领域、无人机和其他民用领域大显身手。 copyright 123456
表2 48K大丝束与3K小丝素性能对比试验数据
本文来自123

用于飞机结构的小丝束产品,属于战略性物资,国外对华禁运,所以高层相当重视,现在也是战略重点。此外在工业应用领域内的低成本大丝束碳纤维,过去重视不太够,现在都在往这个方向努力,但是尚未达到产业化的程度。从需求上看,碳纤维从1950年代主要应用在火箭、宇航及航空等尖端科学,到1980年代被广泛应用于纺织、化工机械、建筑、风机叶片及医学领域。比如,在体育领域,碳纤维主要应用于高尔夫棒、网球拍、赛车、弓箭、跳竿、冰球棒、游艇、赛艇、滑翔机、人力飞机、帆船桅杆、摩托车及登山用品,如登山杖、滑雪杖、攀岩头盔等。国内各种应用占碳纤维率需求比例,大致分别为工业60%、体育30%,航空10%,因此从推动产业升级的角度来说,大丝束碳纤维,无疑具有更加广阔的商业前景。 123,123
123456
123456
既然碳纤维的应用这么广,那咱中国人,能生产出什么样的碳纤维和碳纤维复合材料呢?
欲知后事如何,且听下回——《工艺篇》分解。
碳纤维复合材料在航空航天领域的发展浅析(二). 工艺篇
内容来自123456
上回的《基础篇》,介绍了碳纤维的基本概念。这一回,咱们分别聊聊碳纤维(CF)和碳纤维复合材料(CFRP
两方面的生产工艺——用说书的话来讲,这叫花开两朵,各表一枝。
内容来自123456
喜欢用说书的方式讲兵器,觉着特亲切,呵呵。 本文来自123
一碳纤维的生产 123456
碳纤维根据基本材料不同,可分为PAN基、沥青基、酚醛基、纤维素基…..等不同的生产工艺。这次,我们只谈军用高性能聚丙烯腈PAN碳纤维的生产工艺。虽然PAN基碳纤维生产细节的保密度比较高,但是大致的原理是公开的,先概要的介绍一下其生产过程。
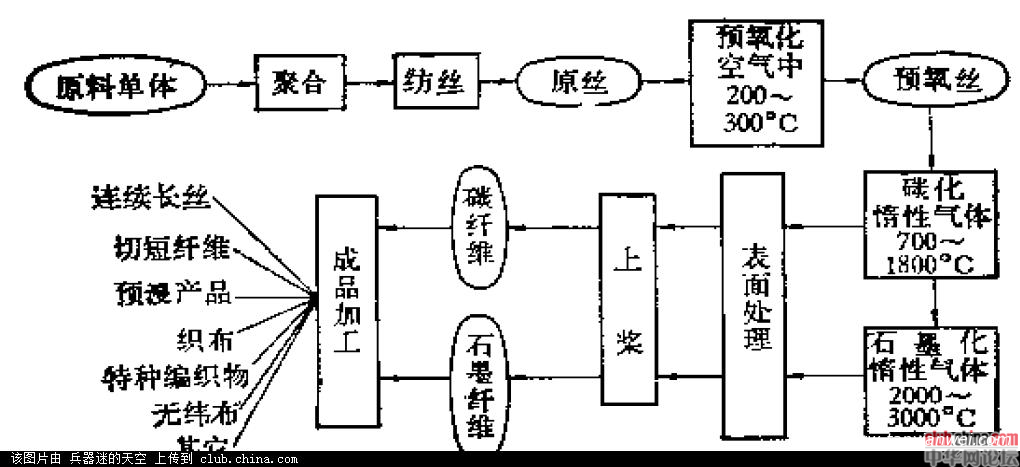
如下图1所示,PAN基碳纤维的生产,从原料单体到原丝、再到碳纤维成品加工,各道工艺的紧密相连,可以在一个车间内连续的完成全套工艺流程。
 123,123
123,123
123456
图1:碳纤维主要生产工艺流程图 本文来自123
国内有部分厂家,既没有上游的PAN原丝生产能力,又没有下游的碳纤维复材生产能力,只能直接购买国外原丝,再进行预氧化和碳化的后续处理生产碳纤维。好比吃鱼,头尾嫌刺多,不舍得下功夫,于是就吃个中段儿,居然也号称自己能做碳纤维,游说国家投入巨资。我们有些人“走捷径”的本事,那不是一般的高啊,呵呵。 本文来自123
由于《基础篇》所述研发技术的原因,碳纤维的生产,在国际上一直由美、日两国主导。目前能够进入批量工业化生产的最高级碳纤维是T800,T1000等更高品级仍在实验室阶段。航空主承力级和航天级的碳纤维工艺技术,国外对华一直封锁。就连高性能PAN原丝,如T800原丝, 以及部分碳纤维成品,也都对华禁运——日本曾经对卖高级碳纤维给中国的人员判刑严惩。 copyright 123456
兵器迷这个不忿啊——哪天咱们发达了,也开个单子,以下产品和技术,对美日禁运……嘿嘿。
中国人什么都怵,就是不怵禁运——逼到无路可走,唯有痛下苦功。所以军用高性能碳纤维的生产,自“六五”以来一直是国家重点研发和实施科技产业化的攻关项目。十五期间,在国家863项目的推动下,形成了北京化工大学、中科院山西煤化所和山东大学为主的三个研发基地,和江苏、吉林、山西、山东为主的四大生产基地。经过近30年的努力,取得的成绩应当说是可圈可点:
本文来自123
T300的生产 copyright 123456
根据中国玻璃纤维复合材料信息网 2008年的报道,中复神鹰碳纤维有限公司万吨碳纤维一期工程,2008年底在江苏连云港正式投产,目前形成 1000吨规模碳丝生产能力。该公司曾于2007年5月实现了碳化生产线投产,当时碳纤维产量只有20吨左右。此后新建了2500吨PAN碳纤维原丝和1000吨碳化生产线。以45%股份成为神鹰第一大股东的中国复合材料集团董事长张定金强调,T300从设备到产品已实现百分之百国产化。而且在技术研发上,河南煤业化工集团已经拥有PAN基T300碳纤维完整的知识产权体系。军工部门评价说:“T300的完全国产化,使得军用次承力结构碳纤维获得了完全自主权”
至此,可以说,通过T300级军用碳纤维的国产化,走出了中国打破国外垄断和技术封锁的第一步。产品批量生产当年,T300进口价应激性的跌了一半,呵呵。(两年后因为需求量大价格又上去了,这是后话)
内容来自123456
T700的生产 内容来自123456
据2012年中国航空报报道,中航工业董事长林左鸣率队赴位于江苏常州国家高新技术区的中简科技发展有限公司考察调研。中简科技成立于2008年,承担国家“863”计划高性能碳纤维项目,依托中科院山西煤炭化学研究院的技术团队,经过4年时间,建立了T700碳纤维产业化生产线,年产量可达300吨。主要设备的国产化率达98%,是国内第一条T700高性能碳纤维生产线。林左鸣明确提出,中航工业对国产碳纤维产品进行支持,规定成员单位必须使用已达标的国产碳纤维产品。 123456
兵器迷点点头,这就对了。这种战略性问题,不能只讲究什么市场经济规律,该补贴的要补贴,该保护的要保护,扶上马还要送一程。 123456
T800的生产
据江苏经济报2012年7月消息,江苏航科复合材料科技有限公司建成我国首条T800碳纤维产业化线。该项目2009年底启动,航科投入2.5亿元,从原丝到成品技术均为自主研发,生产线的开工负荷已提升到90%,5个月来累计产出成品500千克,合格率达到90%以上. 拉伸强度、拉伸模量、断裂延伸三大主要性能指标以及线密度、导热率等其他各指标,都与东丽公司的T800产品相当。目前,江苏航科已申请专利85项,其中24项获授权。 123456
从原丝开始做出来,与东丽指标相当,且有自己的专利技术,这是可喜的事情,希望早日看到国家级鉴定。 123456
可以看出,中国军用小丝束高性能碳纤维的生产,从下游煤化工入手,通过产学研联合攻关的模式,已经取得了可观的进展。T300已经实现了年千吨以上的规模化生产,T700达到了年百吨规模的批产规模,T800也看到了曙光。 123456
不过,问题也不少——看兵器迷的文章,一般先报喜后报忧,这也是规律,呵呵。
首先是横向比较,差距巨大。对于最高端的T800,江苏航科5个月的产量只有500公斤,即每个月100公斤的规模,可以说仍然在试生产阶段,距离真正的工业化生产和商业化盈利,还有很长一段路要走。而且,T700未实现100%国产化,T800国产化就差得更远。而美国波音公司,1985年T800就出来了——看到了吧,差距30年啊,呵呵。 123,123
当然,做不出来的时候,连可比性都没有,想说你究竟落后多少年都说不出来。现在从无到有,毕竟能比了,也算一种进步吧。 copyright 123456
第二就是质量不稳,废品率高。即便是正品,各批次生产的碳纤维的性质也有差异,影响了后续复合材料的生产效果。而且难以搞清其中的原因——同样的生产线和生产工艺,这一批合格,下一批不合格;这一批模量高,下一批模量低,究竟是为什么呢?
主要还是因为,高性能碳纤维的生产工艺灰常、灰常繁复,可以说到了苛刻的地步。兵器迷在这里给出很少几个例子,来说明一下其工艺难度:
例1:很多工艺需要加入不同种类的的稳定剂、催化剂。比如预氧化过程中,纺丝液就需要加入路易斯酸、胫胺、有机金属络合物盐、铝、硼、钛的金属有机化合物以及十二烷基苯磺酸钠类的金属盐等等稳定剂,重量必须在原料的0.1-0.2%左右。 内容来自123456
例2:各工序的温度和速度的控制精密。比如纺丝的多段凝固工艺中,第一段的温度为35-80℃,结束后1秒中内,就要迅速进入第二阶段。预氧丝在70毫克/袋的张力下,于惰性气体中加温,必须以每分钟30℃升到600℃。再以每分钟1000℃升到1300℃,同时保持20秒。丝毫不能马虎。
例3:设备运作要求高。比如:预氧化过程中,4组导辊的直径有严格要求,而且表面温度必须分别为285℃,285℃,285℃和315℃,且丝束通过导辊的速度要求为毫米级/秒精度。
例4:物理处理手段同样精密。比如,为防止碳化后碳丝强度降低,在碳化前对预氧化炉出口处对丝束施加0.005-0.1克/袋的张力,并对丝束喷热气流,将单丝吹开,改善丝束强度。 123456
碳纤维的生产工艺参数和运行控制,是一个庞大的体系。其中无论哪个因素,操作时稍有不慎,就会前功尽弃,僵丝、断丝、排焦、起毛、缠结….各种问题层出不穷。所谓‘差之毫厘,谬以千里”,就是这个意思。
中国碳纤维行业生产长期徘徊在“能做出来,就是做不好;能做好,就是贵”的尴尬局面中,说到底,咱们对碳纤维生产的脾气,还没有摸透啊。国人大干快上的性子,对这种需要精益求精的水磨工夫,还真有点不适应。 本文来自123
那么,那就踏实下来,养养性吧。不只是碳纤维这个行业,我们整个民族,都需要从浮躁、表面化和一鸣惊人的短期行为模式中解脱出来,不求闻达、埋头积累、夯实基础、渐取徐图。
话扯远了,咱们来看看第二个话题—— 本文来自123
二、碳纤维增强复合材料(CFRP)的生产
CFRP,根据基体材料和增强工艺的不同(比如陶瓷基、金属基复合)本来是一个庞大的家族。我们这里只谈基本CFRP生产工艺。大体上有两种,即预浸料-热压罐固化成型工艺,和液体成型工艺。由于前者是航空结构构件的主要复材工艺,今儿就重点聊聊它。
1、预浸料。 copyright 123456
预浸料-热压罐固化成型工艺的第一步,就是把碳纤维放入热固性高韧性树脂预浸料进行预浸、吸胶,并加温进行固化。
123,123
近年来,航空复材构件已经日趋大型化和整体化,以减少复材之间的机械装配和紧固环节,达到提高性能、降低成本、减轻重量的目的。但由此也带来了麻烦——部件越大,其在热压罐内固化过程中的温度控制就越难保证均匀持续,从而导致质量下降。美国在预浸料-热压罐工艺的材料成本中,预浸料废弃率平均为40%。因此,“零吸胶”、“常温加压”的先进预浸料,就成为业内的发展方向。
本文来自123
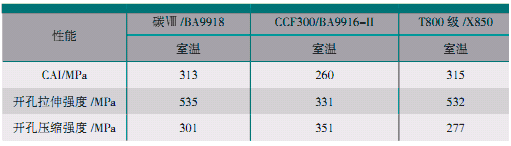
碳纤维的生产,上面聊过,国内与国外相比是有很大差距的。但树脂预浸料,我们的差距相对小一些。根据航空制造网的消息,国内开发的环氧树脂预浸料碳Ⅷ /BA9918 预浸料、碳Ⅶ /BA9916-II 预浸料、CCF300/BA9916-II 预浸料和双马树脂预浸料CCF300/QY9511、碳Ⅶ /QY9611,都可做到“零吸胶”、“常温加压”,部分预浸料已用于多个型号产品的生产,与美国波音公司的材料有着类似的性能。如下表1: 123456
表1国内外部分双马树脂基韧性复合材料性能(第一列碳Ⅶ /QY9611为国产)
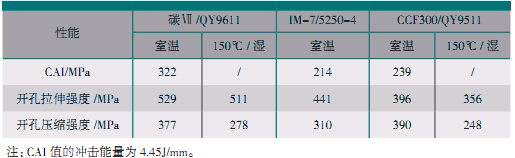
表2:国内外部分环氧基韧性复合材料性能(第一列碳Ⅶ /QY9611为国产)
 copyright 123456
copyright 123456
内容来自123456
咋样?和老美比一比,咱们的树脂基不差啊,呵呵,振奋一下。
碳纤维有了,树脂基复材也有了,万事俱备,可以来炒碳纤维复合材料这盘菜了。在这方面,我们就不乐观了。 123456
2、预浸料-热压罐整体成型工艺 123456
用预浸料-热压罐工艺生产碳纤维制造复合材料,要先将碳纤维浸溶在树脂溶剂里,进行铺叠成型。接着经过模具工装进行表面组装固定,在部件接触面贴胶。其后进热压罐100-130度固化,并通过紧固成为成品构件。 123,123
美国采用预浸料-热压罐固化成型工艺制造航空制造复合材料的成本中,材料占15%,预浸料铺叠占25%,装配占45%,固化占10%,紧固工艺占5%,
123456
看到了吧?预浸料铺叠和装配在成本中占了70%,这也是咱们关注的重中之重。
123456
早期复合材料制造的大型构件,通常是由各自成形好的部件,通过机械连接组装而成。这样的方式增加了结构的自重,不能很好地发挥复合材料的优点。随着技术的发展,大型复材结构逐渐实现了预浸料- 热压罐整体化制造,其工艺可分为三种: copyright 123456
共固化:不同部件分别铺叠,整体进热压罐固化。 123,123
共胶接:先完成一个部件的固化,再铺叠其他部件,整体进热压罐共胶接。
后胶接:各部件分别铺叠、分别进热压罐固化,然后整体再次进热压罐胶接。 123456
喂,兵器迷,太太太……抽象了! 内容来自123456
是是是……挠头。没别的办法,再举几个例子吧。 copyright 123456
例1:壁板类工艺
本文来自123
对于飞机尾翼、机翼和非筒体成型的机身,需要壁板类的大型复材,这类结构主要由蒙皮和长桁组成,其成型工艺有以下几种方式。
123456
共固化:分别铺叠蒙皮和长桁,通过模具工装将其组合在一起,接触面铺胶膜(或不铺胶膜);之后整体进热压罐完成共固化。
copyright 123456
胶接:蒙皮先固化,再铺叠长桁,通过模具工装将其固定在已固化好的蒙皮上,接触面铺胶膜,之后进罐完成共胶接。或者反过来,长桁先固化,再与蒙皮共胶接。
后胶接:分别固化蒙皮和长桁;将长桁进行必要的加工;通过模具工装将蒙皮与长桁组装,接触面铺胶膜,之后进热压罐完成胶接。 copyright 123456
在实际生产中,上述三种工艺可以混合使用。 copyright 123456
例2:盒段整体工艺 123456
对于飞机翼面,需要上、下蒙皮与骨架一体成型的整体盒段,按照用途,主要有三种工艺: 123456
一是基于“π”形接头的盒段结构胶接成型工艺。主要用于飞机平尾、垂尾。 本文来自123
二是基于T 形接头的骨架与上、下蒙皮共固化/胶接一体成型工艺,通常用于飞机平尾、垂尾部分,如目前波音787 的平尾即采用了这类成型工艺。 内容来自123456
三是基于T 形接头的骨架与下蒙皮一体共固化/胶接成型工艺,通常主要用于战斗机的机翼主承力结构。如欧洲EF2000 机翼、日本F2 机翼。 本文来自123
例3:筒体成型工艺 本文来自123
对于航空器的机体,其复材结构方案有两类,一类是将机身的每段筒体分为四块壁板分别成型后,再用机械连接方式对接,空客A350xWB 即为这种工艺方案;另一类则是将机身每段筒体整体共固化工艺成型,其代表机型是波音787。
壁板、盒段、筒形制件,涉及飞机翼面、机身的主要组成部分,近年来一直是国内外复材应用的核心领域。对此感兴趣的朋友,请记住预浸料-热压罐这个晦涩拗口,但是意义重大的术语吧。 内容来自123456
在预浸料-热压罐工艺中,预浸料的手工铺叠是人工成本和人工时间消耗最大的一个环节,这种工艺的速度慢、质量低、时间长、人工成本高。因此,铺叠自动化,就成为这个工艺中最讲究的部分。如果说,预浸料-热压罐是航空复材生产工艺的皇冠,那么铺叠环节的自动化工艺,就是这个皇冠上最耀眼的那颗钻石。 本文来自123
3 预浸料铺叠自动化技术 内容来自123456
目前,业界对手工铺叠改进的方式主要有手工自动铺叠、自动铺丝、自动铺带三种:
copyright 123456
3.1手工铺叠的自动化/ 数字化技术 123456
即采用预浸料自动剪裁下料系统和铺层激光投影定位系统等。采用专门的数控切割设备来进行预浸料和辅助材料的平面切割,从而将依赖于样板的制造过程转变为可根据复合材料设计软件产生的数据文件进行全面运作的制造过程,大大提高了手工铺叠的工作效率和铺叠质量。 内容来自123456
3.2自动铺带技术 123,123
分为平面式自动铺带机(FTLM)和曲面自动铺带机(CTLM)2种,主要用于铺放小曲率的大型复合材料构件,如翼面类构件的蒙皮,可成型超大尺寸和形状复杂的复合材料制件,且质量稳定,缩短了铺层及装配工时。与手工相比,先进铺带技术可降低制造成本的30%~50%。 123456
第一台计算机数控(CNC)自动铺带机是在美国空军材料实验计划下由General Dynamics公司和Conrac公司合作开发的,于80年代正式用于航空复合材料构件制造。90年代后,西欧开始研制生产自动铺带机。制造自动铺带机的技术主要被欧美掌控,如美国American GFM Corporation、Cincinnati Machine、CityMachine Tool&Die Company、ITW Workholding、Ingersoll和欧洲的M.TORRES(西班牙)、FOREST-LINE(法国)等。 本文来自123
3.3自动铺丝技术 123,123
自动铺丝,实际上是在自动铺丝+自动缠绕技术基础上发展起来的,专为曲率较大的双曲面蒙皮构件的铺叠而开发的技术,适用于大曲率机身和复杂曲面的成型,如军用和民用飞机双曲面翼身融合体、S形进气道。自动铺丝可以按构件型面增减纱束根数,可根据构件形状自动切纱适应边界,因此废料率很低(3%~8%),可完成局部加厚、加筋、铺层递减、开口补强等操作,铺放轨迹自由度更大,可变角度铺放,能适应大曲率复杂构件成型。
123,123
老美诺斯罗普•格鲁门公司1995年购进第一台自动丝束铺放机,将其用于F/A-18E/F的进气道、机身蒙皮、平尾蒙皮的制造。2010年将有40~50台机器投入使用。目前自动铺丝技术的代表是美国辛辛那提机床公司Viper 纤维铺放机系统,有Viper1200、Viper3000,Viper6000系列铺丝机。
123456
唉,美国,美国,总是美国。要是有《复合材料自动铺叠技术史》这本书,那目前就只有一个作者——美国。 123,123
兵器迷爱唠叨,呵呵。
123456
看完人家的,再瞧瞧咱自己的: 本文来自123
国内情况:
手工铺叠自动化:目前我国在研和批量生产的航空用先进复合材料构件大部分仍在使用手工铺叠,虽然也通过预浸料自动下料机和激光投影仪,大幅度提高了复合材料构件的铺叠效率,但这两种设备大多需要进口,而且对于大型构件,依然难以保证铺叠质量和速度。 123456
国内自动铺带机:中国正在起步研究的阶段。根据航空制造网的公开报道,北京航空制造工程研究所研制的6m×20m 大型自动铺带机(如图2),开始在新型飞机的复材构件研制中得到实验性的应用。但就整个行业来说,远未达到规模化应用的程度。
国内自动铺丝机:至于更上一层楼的自动铺丝机,尚未见到有国产化设备投入应用的报道。

本文来自123
图2:北航工程研究所研制的6m×20m 大型自动铺带机 123456
大家看到,手工自动铺叠,咱们在引进条件下推广应用;自动铺带机,咱们落后了30年,现在刚开了个头;自动铺丝机,我们连头还看不到啊!
手搭凉棚,望着云端外十万八千里的身影,气喘吁吁的喊道:“猴哥……你等一等啊……!” copyright 123456
但是,先行者是不会等咱的,只有自己咬牙赶上去。而技术的追赶,又何尝不是另一个求取真经的“长征”。但愿我们不缺长征的意志和信念,相信我们会有与最强者并驾齐驱的一天。 123456
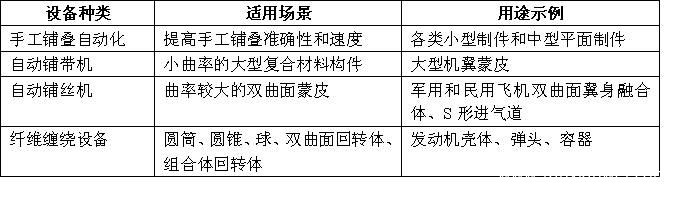
4 纤维缠绕设备 123,123
关于碳纤维复材的成型设备,还需要提一下数控纤维缠绕机。它主要用于强韧性碳纤维通过缠绕,成型为圆筒、圆锥、球、双曲面回转体、组合体回转体等构件,也可以进行矩形截面、多项式等多维复杂曲面和组合体形状结构件缠绕,如火箭发动机壳体、各种弹体、卫星结构件、水处理设备、天然气储罐、医疗防火用压力容器等等。也是国外一直对华禁运的东东。
根据《机床工具报》报道,2007年11月,国产大型数控纤维缠绕机在齐齐哈尔第二机床厂问世,其SKCR165/1200型数控纤维缠绕机,为五坐标控制、四坐标联动,是树脂基复合材料缠绕成型构件的大型数控专机。该机包括五坐标控制四坐标联动的缠绕轨迹控制系统、张力自动控制系统、温度自动控制系统和质量保证系统,为中国火箭发动机CFRP壳体的制造奠定了坚实的基础。
 本文来自123
本文来自123
123456
表3:自动化铺叠和缠绕设备表
copyright 123456
123456
最后,中国商务部网站2012年发布消息,隶属於中国航空工业集团公司的西安飞机工业(集团)有限责任公司,收购了奥地利最大的波音飞机配件公司FACC 91.25%的股份。FACC的主要产品,包括复合材料飞机结构件、复合材料发动机结构件、飞机复合材料内饰。希望他山之石,可以攻玉,为提高国内航空复材的生产工艺水平,再添一把力。
123456
内容来自123456
 copyright 123456
copyright 123456
123456
图3 FACC公司生产航空复合材料 copyright 123456
小评: 123,123
无论碳纤维还是碳纤维复材的生产,都有一个重要特征,就是生产的连续化程度非常高,工艺开端是原料,工艺末端是成品,中间几乎没有半成品的概念。这种高度集成的连续化生产,带来了正反两方面的影响: 本文来自123
反面:在金属加工行业,工艺落后往往意味着性能降低,但很多时候也能通过钣金加工、铆接、配重、甚至手工打磨修挫做出来。而做出来了,也就能凑合使。但碳纤维领域,工艺落后往往更意味着废品,不仅是性能寿命下降的问题,而是根本就无法使用。因此,碳纤维复材的生产,是“行百里者半九十”的概念——只是在实验室做出复材样品,只和完成了一个概念设计差不多,后面的工艺关,那才是重头戏。设计定型和生产定型因此紧密耦合——几公斤样品,距离用成熟工艺批量生产复材,可差了十万八千里啊。出于同样的原因,复材制件的日常维护、测试、修复的经验、流程与方法,与金属构件相比,也会发生颠覆性改变。
本文来自123
正面:在金属加工行业,工艺创新往往带来性能提高;而在碳纤维领域,工艺创新除了提高性能,往往更能够直接带来产品创新。一种新工艺,甚至可以带来CFRP的一个变种产品分类。比如,增强热缩性塑料工艺,形成CFRTP;增强C工艺形成CFRC(也称C/C,就是碳/碳复合材料),增强金属工艺形成CFRM,增强橡胶工艺形成CFRR,等等。又如,整体成型工艺,形成了前所未有的超大壁板和整体段件航空制件。倒过来说,没有对复材工艺的理解和创新,就没有对复材产品的理解和创新。 123456
目前,CF的先进工艺,主要把持在日本手里;CFRP的先进工艺,主要掌握在美国人手里。而且其更新和推广的速度之快,令人惊心。而国内在这个领域,如上文所述,依然存在着大片的空白。这些空白直接导致先进复材产品系列的缺失。比如在美国航天航空领域开始规模化采用的金属基和陶瓷基碳纤维复合材料,甚至没有进入2010版的《中国航空材料手册》。换句话说,如果我们不在工艺基础上下功夫,指望着山寨外援、避重就轻、零敲碎打、投机取巧,是无法在航空航天复材上获得全面突破的。 123456
金属工艺与复材工艺,完全是两个世界。国内航空业能在金属工艺领域驾轻就熟的同时,在复材工艺相对陌生的广大空间转换思路、刻苦耕耘、大胆求新,无疑是一个很大的考验。
看过了碳纤维和复材的生产工艺,那么中国碳纤维复材的应用水平又如何呢?
欲知后事如何,且听下回——《应用篇》分解。 123456
copyright 123456
碳纤维复合材料在航空航天领域的发展浅析(三).应用篇
123456
有了前两篇文章介绍碳纤维复材的基本概念和生产工艺,现在,咱们分航空和航天两个方面,对CFRP的应用,略加介绍。这篇的很多技术术语,都在前文中介绍过。您有了那些铺垫,再读下去,会觉得没那么生涩。还会因为知道了前因后果,感悟得更多一点。所谓外行看热闹,内行看门道,大概有那么点意思吧。
123456
说到应用,国外的料大家尽管爆,国内产品公开的信息不多,因此兵器迷所知有限,只能给大家上个小菜——所有国内资料都来自互联网官方报道和公开出版物,并注明了相关来源。额来坛子的目的,第一是学习,第二是分享,第三是科普。
一、 航空方面的CFRP应用 内容来自123456
业内一般认为,碳纤维复合材料在军用航空方面的应用大体上可以分为三个阶段(也有按四个阶段分的,差异不大)。民机对安全性、经济性、可靠性要求高于军机,因此在应用上更加保守和延后,但也大体追随了军机的步伐。在此一并介绍。 123456
第一阶段——非承力结构:20世纪60-70年代:由于1公斤CFRP可以大体替代3公斤铝合金,性能满足要求,因此开始用于非承力结构,如舱门、前缘、口盖、整流罩等尺寸较小的部件。对于民机,除了上述应用外,机舱大量的内饰也会用到复合材料,但其中有很多是芳纶或者玻璃纤维复材,这里不赘述。 123456
国内方面:从难度上说,非承力结构是航空复材的小case,但是应用面却最广泛。国内在技术上已无大的障碍,基本达到了国外类似的水平,需要的是大规模普及。相信ARJ21,C919和运20等大平台和众多无人机小平台定型运营后,能够为此提供广阔的应用空间。
这些一般应用,大多用便宜的大丝束产品就够了;而T300以上的产品,贵得离谱,好钢用在刀刃上,于是大多用在承力结构上。 123456
第二阶段——次承力结构:20世纪70-80年代:随着力学性能的改善与前期应用的效果提高了人们的信心,CFRP逐步扩展到飞机的次承力结构,即垂尾、平尾、鸭翼、副襟翼舵面等受力较大、尺寸较大的部件。
123456
其中,1971年美国F-14战斗机把纤维增强的环氧树脂复合材料成功应用在平尾上,是复合材料史上的一个里程碑事件。波音B777也将CFRP应用于垂尾、平尾等多处部件,共用复合材料9.9吨,占结构总重的11%。 copyright 123456
国内方面:
中国将CFRP用于军机的舵面和翼面,也已经开始成熟。 内容来自123456
根据《玻璃钢》等杂志的公开报道,早在“六五”期间,沈阳飞机设计所、航空材料研究院和沈阳飞机厂共同研制歼击机复合材料垂尾壁板,比原铝合金结构轻21kg,减重30%。北京航空工艺研究所研制并生产的QY8911/HT3双马来酰亚胺单向碳纤维预浸料及其复合材料已用于飞机前机身段、垂直尾翼安定面、机翼外翼、阻力板、整流壁板等构件。歼轰7-A战机采用了CFRP平尾。
123456
2009年建国60周年国防成就展上,报道了歼10在鸭翼、垂尾、襟副翼、腹鳍等所有7个舵面和腹鳍采用了CFRP材料,这与国外这一阶段的发展水平基本相当。
内容来自123456
2011年通用航空大会上披露,即将定型的猎鹰L15高教机也采用了复材的机头罩、方向舵和垂尾,其中舵面是CFRP。
copyright 123456
在民机方面,ARJ21新支线飞机的复合材料技术水平大体达到了这样一个水平,算是开了个头,但大规模应用尚需时日。
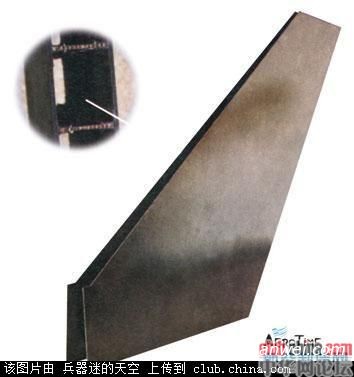
图1 国内某机型基于“π”形接头盒段结构成型的CFRP垂直安定面(航空制造网) 本文来自123

本文来自123
123456
123456
图2:猎鹰L15采用了T300CFRP材料制作的尾翼舵面 内容来自123456
国内CFRP次承力构件的广泛应用,与T300生产进程密切相关。材料的国产化,产量的扩大化和价格的低廉化,分别为CFRP次承力构件的应用提供可能性、适用性和经济性。从而最终推动CFRP次承力构件成为国产军民航空器的标配。
本文来自123
这一阶段的材料和工艺,都是我们用T300和手工铺叠工艺能够达到的,因此未来的发展相对有把握。但如果制件再大些,承力再大些,就会涉及主承力结构了。 123456
第三阶段,从上世纪80年代至今,随着高性能碳纤维和预浸料-热压罐整体成型工艺的成熟,CFRP逐步进入机翼、机身等受力大、尺寸大的主承力结构中。
美国原麦道飞机公司于1976年率先研制了F/A-18的复合材料机翼,把复合材料的用量提高到了13%,成为复合材料史上的又一个重要里程碑。后期更采用自动铺丝技术为FA-18E/F制造CFRP的12块机身蒙皮,10块进气管蒙皮,4块水平尾翼蒙皮。F16战斗机BLOCK50之后也开始采用CRPR复合材料机翼。F22战机的复合材料用量已经提高到结构重量的22%。目前西方国家军机上复合材料用量约占全机结构重量的 20%~50%不等。 本文来自123
民机方面,波音777采用全复合材料尾翼,其翼面及翼盒构件,均采用自动铺带技术制造。空客A330/A340飞机长9m,宽2m,重200kg的大型蒙皮壁板。A380的后机身所有蒙皮壁板19段,22%的机身重量是CFRP。尤其是A380的8*7*2.4米中央翼盒,重8.8吨,CFRP就用了5.5吨,比金属材料减重达1.5吨,其燃料经济性相当可观。 123456
这方面的先行者,是波音公司的B787“梦想”飞机,复合材料应用率50%。CFRP广泛应用在机翼、机身、垂尾、平尾、机身地板梁、后承压框等部位,同时是第一个同时采用CFRP复合材料机翼和机身的大型商用客机,其23% 的机身均使用了自动铺丝机制成的CFRP材料。
本文来自123
最值得关注的,是其机身:787机身工艺采用直径5.8m 的成型模胎安装在一旋转夹具上沿长轴转动,先铺长桁然后铺皮,形成外表光滑的变厚度的壳体以及共固化的桁条组成的机身段,经过热压罐固化后,取下模胎。这一工艺可以代替由上百块蒙皮壁板、加强筋及长桁、上千个紧固件组成机身的工艺,见下图。
123,123
 123456
123456
图3:波音787直径5.8米整体成型CFRP框段 copyright 123456
在研机方面,波音公司X-45系列飞机复合材料用量达90%以上,诺斯罗普·格鲁门公司的X-47系列飞机也基本上为全复合材料飞机。 内容来自123456
看完波音的系列CFRP主承力结构产品,兵器迷想问问某些网友,凭哪条说美国是产业空心化,只剩下金融和房地产了?人家居安思危,几句谦虚的自拙之语,被刚进入工业化不久的我们如获至宝般的照单全收,再加以主观放大,作为沾沾自喜的根据,实在不足为取啊。
国内方面
本文来自123
根据中广网的公开报道,2012年12月,中航工业西飞公司向中国商用飞机有限责任公司(简称中国商飞)交付了C919大型客机中央翼、襟翼及运动机构部段,这是C919大型客机七大部段中难度最大、工作量最大的两个部分。这两个部段尺寸大、结构复杂、外形公差要求高,尤其是国内民机最长尺寸、长达15米的襟翼缘条加工,技术难度非常大。西飞突破了复合材料大型成型模具设计制造技术、复合材料构件预装配变形控制技术等多项技术难关,整个研制过程全部采用先进的三维数字化设计、传递与制造,中央翼部段除1号肋是金属件外,全部采用了先进的中模高强碳纤维/增韧环氧树脂复合材料制造。这是国内首次在固定翼飞机最重要的主承力结构件上使用复合材料,代表了中国制造的碳纤维航空复合材料应用的最高水平。

图4 国内基于T 形接头共固化/胶接一体成型工艺研制的盒段件。

内容来自123456
图5国内采用CFRP生产的某机型纵横向加筋机身壁板。
注意,图5的产品仍然面积较小,需要通过机械加工多块拼接形成大型壁板。而波音787可以整体成型超长超宽的壁板,覆盖在两个大型工艺分离面(核心主框段)之间,如5.8m×7m 的47 段和 4.3m×4.6m的 48段CFRP壁板。 123456
我们能做出来786这么大的壁板吗?回答是:能。 123456
这位眼睛瞪圆了——那为什么不用呢? copyright 123456
其实,国内C919大飞在一开始,也曾雄心勃勃,想做类似波音787这样的大型整体壁板.但我们的工艺水平不成熟,虽然能做出来,却无法控制批次质量的稳定性. 废品率高,成本自然下不来。C919是商飞啊,不是技术验证机,安全性和经济性都是一票否决,所以琢磨了很久,还是放弃了。仍然采用分块成型拼接吧。
差强人意,亦属无奈。 内容来自123456
为了学习CFRP大型构件整体成型的新技术、新工艺,哈飞复合材料公司与外方合作伙伴一起,共同进行C919的部件开发。下图6展示的,就是哈飞复材公司参与制造的C919机尾框段——在2.4米的长度内,直径从2米平滑过渡到1.2米,一次整体成型,是目前公开所见国内合作制作的最大体积整体成型CFRP制件。见图6 123456

图6:C919机尾76-81框的CFRP整体成型框段
CFRP主承力结构件,对T700,T800等高性能军用碳纤维生产,以及大型复材整体成型技术提出了更高需求。国内在这两方面又都存在短板甚至空白。因此大多数应用是探索性,合作性和阶段性的。在短期内,我们尚无法做到主承力结构CFRP的大规模应用。 copyright 123456
对此,正确的态度应当是:学而时习之。中国人有差距,不可怕。咱学,咱追,一定有一天咱超——就像空警2000一样。可怕的是妄自菲薄和夜郎自大两种极端心态。这样的心态,距离事实很远; 距离成功,那是无限远。 123456
CFRP三个阶段的应用介绍完了,咱们再看看——
直升机、旋翼机、风扇叶片等其他方面
123,123
包括CFRP在内的先进复合材料的用量甚至更大。如V-22鱼鹰倾转旋翼机,其结构的50%由复合材料制成,包括机身、机翼、尾翼、旋转机构等,共用复合材料3000多千克,其中很大一部分是CFRP。V-22的整体后机身,原由9块手工铺叠的壁板装配构成,后改为自动铺丝工艺整体成型,减少了34%的紧固件,53%的工时,降低了90%废料率。自动铺丝技术同时应用于储油箱、旋翼整流罩、主起落架舱门。已经下马的“科曼奇”(RAH- 66)共使用复合材料50%,欧洲最新批次的“虎”式武装直升机结构部件的复合材料用量高达80%,接近全复材结构。
123456
国内方面: copyright 123456
2011年国际通用航空大会披露,我国与法国、新加坡合作研制的轻型直升机 EC120的机身、垂尾、水平安定面、尾翼、前舱等结构均由CFRP等复合材料制成。在军机方面,近年来所有的国产直升机旋翼都是多维编制的CFRP复材叶片,金属旋翼叶片已经完全淘汰。报载:复材叶片和先进旋翼机构,已经成为中国直升机整体短板下不可多得的优势点,水平基本与国外看齐——歼20、武直10、辽宁号这些平台类的突破固然可喜,而直升机叶片这样长期困境中的点滴进步,也同样令人感动。 123456
既然说起叶片,再唠叨两句航空涡扇发动机。 123,123
大家知道,航发的风扇叶片,大多采用钛合金。金属叶片有一个弱点,就是振动阻尼性能较差,高速旋转时容易震颤,而且不易衰减。而且如果叶片本身已经有微小裂纹,就会在这种持续震颤中,引发裂纹由内向外快速扩张,在极短时间内造成叶片断裂。这是一种比共振更加危险的振动现象。 123,123
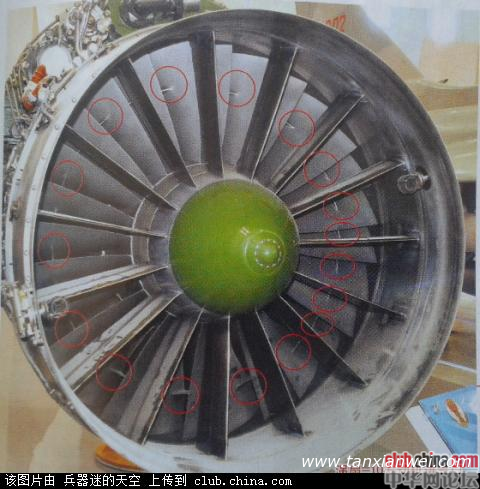
因此,有些风扇就在每个叶片的两侧加一个凸台,专业术语称为“凸肩”。建国60周年空军成就展上披露,在歼11系列的AL31FN和WS-10A发动机进气口,都有这样的凸肩(见下图)。这样,叶片全部高速旋转时,各凸肩形连起来成了一个加强环,增加了叶片刚度。而且,叶片是依次叠加的,每个凸肩“顶”着前面一个叶片,有效降低了阻尼震颤。但这样做的后果,是凸肩增加了叶片厚度和重量,同时增加了叶片数量,降低了发动机的推重比。
123456
123456
copyright 123456
图7:歼10发动机进气口的凸肩(红圈处)
而CFRP材料制成的风扇叶片,由于纤维多层交叉铺贴,材料本身“各向异性”性能优越,裂纹生长缓慢,再加上振动衰减率比钛合金快5-6倍,因此可以取消叶片凸肩。2010年珠海航展披露,GE和法国斯奈克玛为C919大飞联合研制的发动机LEAP-X,就采用了CFRP三维碳纤维编织物整体成型的风扇叶片,不但重量减轻了50%,叶片数也减少了一半。
国内发动机风扇叶片,目前只看到涡桨发动机的复合叶片,尚未见到实装涡扇发动机使用CFRP的报道。2012年珠海航展上的CJ-1000A发动机是我国第一款商用涡扇航空发动机在研产品,据称采用了CFRP宽弦复合大弯掠风扇叶片。让我们假以时日,拭目以待吧。 123,123
在2011年中国国际通用航空大会上,“天弩”、“风刃”等无人机采用了全机结构CFRP材料,V750无人直升机、小型通用航空双座飞机,也都大范围采用了CFPR蒙皮,可以看作是国内碳纤维复材在通用航空领域的有益尝试。 本文来自123
航空说完了,咱吧眼光再放远点,看看航天吧。 copyright 123456
二、 航天方面的CFRP应用
123,123
鼻锥和翼面:洲际导弹、宇航飞船高速再入大气层时,由于绝热压缩空气的阻力,飞行器表面的温度非常高。美国阿波罗飞船指挥舱表面的最高温度达2740℃。利用CFRP系列中的分支——碳纤维碳增强复合材料CFRC(也称碳/碳复合材料)制成烧蚀材料,热力学性能优异,防热效果好。如美国碳/碳复合材料在3837℃高温持续255秒的过程中,线烧蚀率只有0.005毫米/秒,保证了航天飞机在1650℃的环境中连续工作40分钟安然无恙。而且,碳/碳复合材料用来制造洲际弹道导弹的鼻锥和翼尖,在烧蚀过程中烧蚀率低、烧蚀均匀和烧蚀对称。这保持了航空器的良好气动外形,有利于减少非制导误差,美国的民兵-III导弹,就采用了碳/碳复材鼻锥。
本文来自123
喷管喉衬:固体火箭发动机推进剂燃烧时产生的高温高压和高能粒子从喷管以3.0~4.5马赫的超音速喷出,喷管承受3 500℃高温、5~15 MPa的压力和高温冲刷。美国的民兵-III导弹,第三极火箭喷管喉称采用了碳布浸渍树脂,满足3260℃工作60秒的需求。MX弹道导弹第三级发动机的喷管关键部位如外头帽前段、整体喉衬入口段和喉部下游段采用了CFRC。固定体和柔性接头绝热层采用了碳纤维填充三元乙丙橡胶(EPOM);海军三叉戟Ⅱ型(D-5)的第一、第二级发动机采用了CFRC。 123,123
发动机壳体:导弹发动机壳体的减重,有利于提高导弹射程。美国“北极星”导弹的固体发动机壳体由金属材料到CFRP材料制造,射程提高了1倍左右。例如,“北极星”AⅠ型的两级壳体都用钢,射程仅为2 200 km;AⅡ型第一级为钢,第二级用GFRP,射程提高到2 800 km;AⅢ两级都用GFRP,射程提高到4 600 km。三叉戟Ⅱ型(Trident-Ⅱ,D-5),固体发动机壳体采用了CFRP,射程由Ⅰ型的7 400 km提高到12 000 km,命中精度为90 m,成为当前潜射洲际弹道导弹的主要型号。而且,美国目前的新型火箭,基本连壳体都是CFRP复材制成,重量轻、体积小、射程远。
再入弹头:洲际弹道导弹的头部大面积防热材料大多采用粘胶基碳纤维增强酚醛树脂。美国Amoco、Hitco公司和白俄罗斯的斯威特朗冈斯克(СВЕТЛОГОРСК)是世界上生产粘胶基碳纤维的主要大厂。不但防热效果好,而且粘胶基碳纤维和酚醛树脂的纯度高,碱、碱土金属的含量相当低,重返大气层过程中形成的烧蚀尾流含金属离子少,不易跟踪,加强了导弹的突防和生存能力。 copyright 123456
级间联接:美国GE公司为“阿特拉斯”导弹设计的高2.34米的联接器,除口盖之外全部采用碳纤维环氧树脂复合材料,比铝合金减重44%。 本文来自123
卫星结构材料:美国康维尔公司为双元“OV-I”卫星制作了CFRP的四根大梁结构,减重68%。美国”ATS”卫星的地球观测舱CFRP连接支架,长4.4米,仅重3.6公斤,可承受9顿负荷。比最好的金属支架减重50%以上,而且高低温度下的变形很小。
copyright 123456
有鉴于此,分析了一下印度烈火-5导弹的公开报道(17.5米的长度,50吨的重量,1吨的弹头,长细尖锐的弹头外形…..), 估计其尚不具备火箭发动机CFRP壳体,或者火箭CFRP外壳,且缺乏长程洲际导弹高弹道再入大气层所需要的粘胶基碳纤维的独立生产能力。果真如此,那么面对其航天大国和洲际导弹强国的炫耀,只能说,印度的进步是显著的,差距也同样显著。
copyright 123456
这位说了,说人家阿三,咱自己中不中啊?呵呵,咱往下看。
123456
国内方面:
copyright 123456
据《合成纤维》等杂志和网上的公开报道,我国在战略武器方面的碳纤维应用情况如下:
内容来自123456
火箭发动机壳体:中国的GFRP固体发动机壳体始于20世纪80年代,并已取得成功。“东方红-2”通讯卫星运地点发动机、“风云-2”气象卫星运地点发动机和“长征-2E”发动机的壳体都采用了GFRP来制造。我国研制成功的大型(壳体直径1 402 mm,长2 058 mm)SPTM-14发动机与长二捆火箭配套,成功地将模拟卫星送入轨道,标志着我国大型GFRP壳体进入实用阶段。之后,我国研制成功的EPKM-17上面级发动机壳体(直径1700 mm,长1 874 mm)与长二捆大推力火箭配套,于1995年末成功地将“亚洲二号”卫星和“艾克斯达一号”卫星送入36 000 km的太空。 内容来自123456
火箭导弹壳体:我国研制CFRP壳体也取得了长足进步。1990年代后期,进行了T300固体火箭发动机壳体的基础试验、壳体结构强度试验、点火试车等全程考核,完成了12K T700 CFRP壳体结构强度试验。第一个用在型号上的是“开拓者一号”固体小运载发动机的第四级(直径640 mm),并于2003年9月飞行成功。实现了CFRP壳体的历史性跨越。目前,T800 CFRP壳体预研试验已经展开。
copyright 123456
喷管喉衬:我国研制的C/CFRP喷管于1989年点火成功,出口壁厚最薄处仅为0.9 mm的大尺寸(Ф500~2 000 mm左右)喷管显示出优异的综合性能。
本文来自123
再入弹头:根据《东华校友》“创制国防尖端材料的科研先锋——记上海市劳动模范潘鼎教授”一文报道,2001-2003年度上海劳动模范,东华大学材料学教授、博士生导师潘鼎教授,主持了“300Kg/年粘胶基碳纤维扩试线”这一国家级重大军工科研项目,用不同于国外原料的国产棉纤维素原丝制成了填补国内空白、产品质量达到国际先进水平的高纯度航天级粘胶基碳纤维,成果无偿转给中科院山西煤化所,进行放大生产。课题组还制定了“GJB3839-2000”国家标准,形成了具有独立知识产权、世界上独一无二的,用棉纤维素粘胶帘子线制备碳纤维的技术及应用设备。该技术和产品荣获2003年度国家科学技术进步二等奖,解决了DF-31导弹的定型难题,并使我国已成为美俄之外,能够独自掌握这一产品及其生产技术的世界第三大国。
卫星结构 copyright 123456
据中国质量新闻网报道,我国2011年发射的嫦娥二号探月卫星,其定向天线的重要支撑部分,定向天线展开臂,是由哈尔滨玻璃钢研究院研发的CFRP复材,总重量仅500余克,较使用铝合金材质减轻近300克,但承重能力毫不逊色。 内容来自123456
有朋友说,300克算什么啊?呵呵,要知道,卫星的减重,是以克计的,少1克,能节约500克燃料。少300克,卫星就可以多带一个相机或望远镜,多完成一些任务。再看看减重比例:40%,还是很有效的,呵呵。
总结
copyright 123456
至此,关于碳纤维及其复合材料在航空航天领域的发展浅析系列文章,就此打住了。 copyright 123456
有朋友问:你说了这么多,那么在碳纤维复材的航空航天应用上,中国在世界上究竟处于什么位置呢? 内容来自123456
这个问题,兵器迷可回答不了,咱们借用中国材料大师师昌绪老先生在2010年的评论:目前中国的CFRT应用,大约处于西方发达国家1980年代的水平。 copyright 123456
从上面的介绍可以看出,中国的碳纤维复材,在军用领域紧追慢赶,亮点不少。但在民用航空领域的发展,一直大幅度落后于美欧日等国家,直接原因是成本太高,比要替代的铝合金贵的多,甚至比钛合金还要贵。
这其中的间接原因是多方面的。 123456
首先,战略军用小丝束产品,得益于两代“核心”领导的重视,T300军用碳纤维的完全国产化,使得次承力结构军用构件有较快的发展。而民用大丝束领域的政策扶持相对滞后许多。实际上,国家当年资源人力都有限,为了救急,集中精力搞军用小丝束,是完全合理的。但是,从长远来看,通用、民用产品的市场空间更大,是碳纤维行业持久发展、持续创新的厚土沉基。在军品已经打开突破口,经济发展、国力增强的今天,不要说大丝束,即便是小丝束产品,也应当更多的从市场和民用角度,拓宽其行业基础,以军带民、以民养军、分苗嫁接、开枝散叶,形成军用技术和民用产业的良性互动。这是政策层面的原因。
第二,国内十数家碳纤维生产厂家,群雄并起,看似热闹,实际上有很大一部分并没有掌握核心技术。要么是关键设备、关键材料需要进口,要么是工艺参数和质量控制没有吃透。甚至,很多企业到现在,PAN原丝生产还要高价进口东丽公司的DMSO溶剂,属于照猫画虎形的“自主生产”。多数厂家的产品质量批次差异性较大,缠结、断丝时有发生,合格的PAN原丝生产量不过100吨/年,达不到基本规模经济水平。产业布局和关键技术的把握,都有很大的提升空间。这是PAN原丝和碳纤维生产层面的原因。
第三,在预浸料自动铺叠技术和整体成型工艺,已经成为发达国家成熟制造技术,但对于中国航空航天碳纤维复合材料领域,依然是工业化生产中最大的一块短板,甚至空白。即便有了引进设备,我们对复材的物理性质,力学性能研究不透,对加工参数掌握不足,知其然不知其所以然,直接用国外的软件设计复材方案,导致CFRP复材的产量低、价格高、质量不稳定和创新能力低下。军用部件不计成本,也就罢了,而对商业化批量生产和应用,这就是一个重大的阻碍,很多厂家为此畏难而退,裹足不前,干脆直接用已经摸透的金属材料做更有把握和更经济。这是复材生产层面的原因。
123,123
第四,航空航天器的设计,需要结合复材性能特性,加强整体设计的思想,而不是简单的替换原金属部件。举一个简单的例子,国内某型军机的平尾改用CFRP复材后,确实轻了不少,但却因此改变了全机力矩平衡,需要通过配重进行调整,结果整机减重效果并不理想。当然,逐项替代也是一种有效的验证步骤,但有一种理念需要强调:局部优化不代表整体优化。在复合材料应用愈加广泛的今天,顶层设计,全局优化,才能最大化的发挥复材的最大功能效用和经济效用。这是设计思想层面的原因。 copyright 123456
写至此处,兵器迷觉得笔端异常沉重——回顾碳纤维复材的发展历程,我们再一次感受到美国的强大和日本的扎实。这种强大是深入骨髓的,这种扎实是无所不在的。在碳纤维这个领域,他们傲然前行,卓越领先。 123456
这里面有着深层次的原因。如果不能正视这种真正的领先,反而意淫着多少年GDP赶上美国就扬眉吐气了,那么GDP第一长达上百年的大清朝颓然崩坍的历史,就可能重演。如果不能从长效机制和基础研究上练真功夫,那么我们今天的进步就可能是局部甚至短暂的。
copyright 123456
当然,承认现实不代表低头认输。中国强大过数千年,也落后过数百年,并且已经追赶过数十年。虽然领跑者的数量和差距正在缩小,但学习和追赶仍将是我们这个民族今后很长一段时间的常态。怀着这样的心态来看问题,美日的领先和强大,就能够成为中国崛起成型过程中最好的热压罐——我们今天的挫折和困难,就像碳纤维和复材形成过程中的高温和预浸料。忍辱负重、脚踏实地、科学精心地调制这一痛苦和严苛的过程,是中国军工,乃至中华民族走向真正强大的必经之途。
123,123
期盼着中国制造碳纤维的千丝万缕,胜金克铁;
copyright 123456
憧憬着中国碳纤维复材制造的航空器,自由高飞。 copyright 123456
注:所有资料来自于互联网公开报道和公开出版物,如:
《碳纤维的制造和应用》 本文来自123
《碳纤维制造工艺》
《大丝束碳纤维应用研究》 本文来自123
《飞机复合材料构件详解》 123456
《中国碳纤维工业现状和碳纤维应用》
本文来自123
本文还引用了航空制造网的信息和图片,在此一并致谢!












