复合材料以其高比强度、高比刚度、可设计性强、易于整体成型等优点,在航空业广泛应用,是航空四大结构材料之一,已成为航空产品换代式的标志。随着技术的发展,复合材料的航空应用日益广泛,尤其是大尺寸整体成型的复合材料制件越来越多。大型整体化的复合材料壁板会起到较好的减重效果,明显提升飞机的整体效能,如航程、挂载等;可提高机体结构强度和疲劳寿命,使机体结构的整体性更好;可简化装配工艺,装配型架更加简单,紧固件、零件数量也大大减少。目前国外在军、民机上已大量应用大尺寸复合材料壁板,如机翼壁板、机身壁板等,相关的成型技术也比较成熟,实现了机械化、数字化,具有规范化的材料体系、设计体系、工艺体系以及检测体系。国内目前由于材料、设计以及工艺技术能力等方面的限制,复合材料专业目前还处于发展阶段,航空业用量较少,制造工艺上基本还处于手工成型阶段,复合材料制件主要为一部分次承力结构零件,如整流罩和舵面等,大型的复合材料壁板应用还较少,工程化应用程度较低。所以加强复合材料专业技术的研究,尤其是大型复合材料壁板成型技术的研究,对于进一步推动复合材料的应用、发展,以及航空业的发展意义重大。 本文来自123
存在的主要问题
由于大型复合材料壁板外形尺寸大、组件多、结构复杂、装配严格,所以其质量不易保证,成型工艺也非常复杂。
1 内部质量问题
由于其外形尺寸较大、厚度尺寸较大、结构复杂,所以制件内部质量不易控制,容易出现分层、疏松等内部缺陷。
2 形位尺寸偏差
由于其长桁(框、肋)等组件较多、结构复杂。在整体成型过程中制件的形位尺寸,尤其是长桁(框、肋)的相对位置,不易控制,容易出现尺寸、位置偏差,影响后续装配工序。
3 质量稳定性差
由于大型复合材料壁板制件,其外形尺寸大、层数多、工序多,制造过程需要较多操作人员、制造周期长,所制造过程不易控制、人为因素干扰大,工艺过程重复性不好,故制件的质量稳定性较差。
关键技术
123456
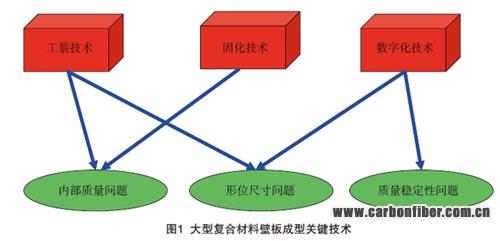
整体成型的大型复合材料壁板制件,针对其结构特点以及存在的主要问题,其成型的关键技术主要有3个方面:工装技术、固化成型技术、数字化技术,如图1所示。
 工装技术
工装技术
工装是复合材料制件的成型基础,工装既要保证复合材料制件的形位尺寸,同时又要充分适应复合材料制件的成型工艺特点——传热、传压等,所以工装技术是复合材料研制的关键因素,复材成型工装基本要求如表1所示。

1 工装结构分类
复合材料壁板成型工装结构上一般包括实体式工装和框架式工装。
实体式工装:一般采用铸件和板材为坯料,进行机械加工,制造工装形面的工装形式。该类工装一般强度好、稳定性高、形面质量容易保证,但其重量大,不易搬运,不易作为大型成型工装。
123,123
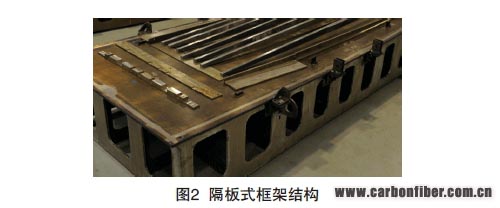
框架式工装:为隔板、隔框搭建框架,支撑薄面板的工装结构形式(见图2),该结构工装,重量轻、通风好、易搬运,但制造过程复杂,结构设计合理性要求高。按框架形式的不同,框架式工装常分为隔板框架结构和型材框架结构。
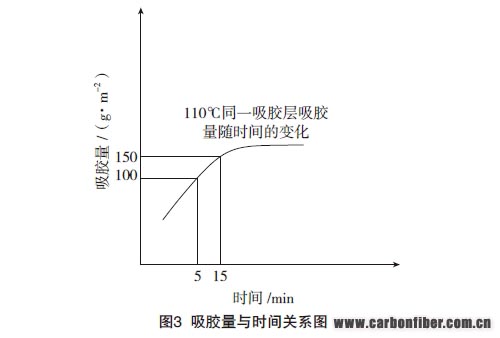
2 工装结构影响
不同结构形式的工装,结合复合材料零件的实际制造情况,对复合材料的成型工艺过程会产生不同的影响,尤其是对复合材料零件固化过程中的加热效率以及温度均匀性的影响。具体情况如表2所示。
由此可以看出,大型复合材料壁板应采用框架式工装,可以兼顾保证工装的强度、刚度;保证工装的轻便、周转;保证工装的通风传热(注:若采用隔板式框架,隔板的开孔方向,要与热压罐的气流循环方向一致,以利于工装的通风传热)。
123456
固化成型技术
复合材料制件的制造是一个材料与制件同步成型的特殊工艺过程,其成型工艺非常复杂,尤其是大型复合材料壁板,其一般尺寸较大、厚度变化较大,固化成型过程中温度、压力等关键参数不易控制,所以固化工艺(包括预成型、固化)是复合材料制件成型的重中之重。
1 预成型工艺研究
复合材料制件制造过程中一般要进行预成型,对于大型复合材料壁板,预成型工序是控制内部质量、尺寸质量的关键。预成型工艺是通过升温降低树脂粘度使其具有良好的流动性,适时加压,其作用有3个方面:
(1)使树脂均匀流动有效的排除夹杂的气泡、挥发份,使零件结构密实。
(2)利用吸胶材料将多余的树脂吸出,使零件的厚度达到要求。
(3)使复合材料坯料形面规整,便于后续的组合、加工。
123456
其中厚度的控制则是重中之重,因为首先厚度偏厚直接影响零件的外形尺寸, 影响后续的装配工序;第二,偏厚使零件重量超标;第三,会使零件纤维体积含量降低,导致单位厚度复合材料的力学性能下降。
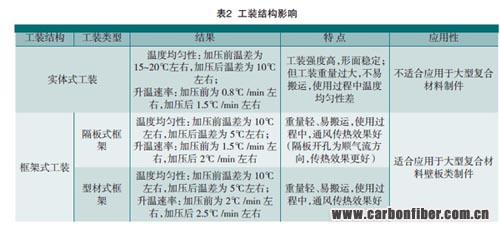
大型复合材料壁板因为厚度变化大,所以各个区域余胶量分布不均,在制件制备过程中则要通过预吸胶环节控制各个区域厚度在标准范围之内,这就要求我们对预吸胶工艺进一步掌握。吸胶材料和吸胶时间是对吸胶量的关键影响因素,如表3和图3所示。

由此可见在一定范围内调整吸胶材料,加长吸胶时间可以提高吸胶量,所以大型复合材料壁板的预成型工艺则应通过选择一合适的温度—时间曲线,在各个厚度区域匹配合适的吸胶层来控制厚度。如此可以保证较好的吸胶效果,同时预成型过程中经过树脂的熔融流动,加压后有效的排除夹杂气泡,使其结构密实,形面规整。
123456
2 固化工艺的研究
复合材料的固化过程是复合材料制造过程中的关键工序,是通过高温、高压使树脂交联聚合实现固化,从而使复合材料层压板达到使用状态,是一个零件和材料同步形成的过程,而整个固化工艺中加压点的选择则是关键中的关键。
加压点包括加压温度、加压时机。加压点的选择, 首先是加压温度,加压温度过低则树脂流动性不好,纤维不易均匀浸润易造成缺陷;加压温度过高,树脂聚合速率过快不易掌握加压时机。其次在确定加压温度的前提下把握好加压时机,加压时机过早则树脂粘度低,排出树脂过多造成零件贫胶、孔隙率高;加压时机过晚则树脂聚合程度高,流动性差制件易夹杂气泡产生疏松、分层等缺陷。加压点的最佳选择为树脂由粘流态向高弹态转变过程中的过渡区间。这和升温速率、加压温度、加压时机都密切相关,不同的温度—时间曲线有着不同的加压点。目前经常采用差热分析仪和流变仪来了解树脂的固化反应过程和粘度变化过程,实际生产中也有用滑板法或拉丝法测定凝胶时间来了解树脂在温度—时间曲线各个点的粘度情况,如表4、表5所示。
123,123


凝胶时间和加压点有一定的对应关系,是加压点选择的一个重要参考数据。在确定加压温度前提下加压时机也至关重要。而对大型复合材料壁板而言,加压点的选择就更为困难首先由于其外形尺寸大,再加上热压罐和模具等因素的影响造成其固化过程中各处温度不均(如当高温处130℃时,低温处可能才110℃)。为解决这一问题需调好升温速率与温差的关系,在保证一定升温速率的前提下尽量缩小温差,保证制件各处同时达到最佳加压时机。再则在固化工艺过程中为了适应区域间的温差,加压温度应选择一“温度域”而不是选择一“温度点”,但要求在该“温度域”内的各个温度点树脂要有着相似的凝胶时间,相似的粘度—时间曲线,通过这种方法兼顾零件的高温区、低温区,使零件各处都有好的固化质量。
123456
3 预成型、固化工艺的协调关系
复合材料的固化工艺是一个化学反应过程,其对温度、时间两方面相对比较敏感。通常的大型零件研制过程中我们对于预成型工艺相对比较保守,尤其是吸胶温度一般是采取较低的温度,主要担心对后续固化工艺的影响,不易于加压时机的选择。
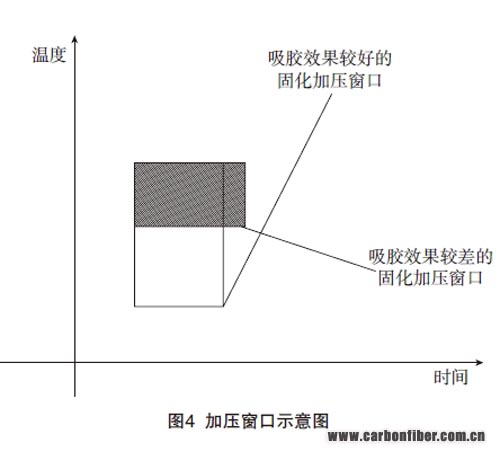
经过试验和工艺验证,应该转变我们的工艺观点,应注重预成型工艺和吸胶效果。如果吸胶效果不好其坯料中的挥发份、气体就不能有效排除,那么在固化过程中隐患比较大,固化工艺的选择尤为严格,某种意义上讲其加压窗口范围更小。而反之若预成型工艺效果理想,坯料中的挥发份、气体有效排除,结构密实,那么固化过程中出现问题的机率较小,固化工艺相对比较好控制,对加压时机不那么敏感,尤其是提早加压对零件固化质量影响不大,一定程度上反而是拓宽了加压窗口,如图4所示。
内容来自123456
由此可见大型复合材料壁板其固化成型工艺非常关键,包括预成型参数、固化参数的选择制定,以及预成型与固化工艺的协调。
(1)大型复合材料壁板的预成型工艺应选择一合适的温度—时间曲线,在各个厚度区域匹配合适的吸胶层来控制厚度。
(2)大型复合材料壁板固化工艺过程中应根据粘度、凝胶时间等参数选择合适的加压温度和加压时机,并且固化过程中应选择一“加压带”而不是单纯的“加压点”。
(3)注重预成型工艺和吸胶效果,协调好预成型工艺与固化工艺的关系,拓宽固化加压窗口。
数字化技术
随着复合材料应用的日益广泛,复合材料成型技术也得到了高速发展,数字化技术就是其重要发展方向之一,复合材料的数字化制造可以有效解决“质量稳定性差”、“精度差”这两大困扰复合材料应用发展的问题,尤其针对大型复合材料壁板,其应用优势更为明显。目前国外已经实现了复合材料零件的无图设计、制造技术,具备比较成熟的软件平台,自动铺带、自动铺丝等先进的数字化技术实现了批量应用,全面实现了复合材料的手工制造向数字化制造的转变。
123,123
国内这方面还处于起步阶段,还存在很多问题,数字化应用技术还不成熟,相关的流程、体系还不够规范。因此应大力推进复合材料数字化制造技术的发展,建立健全复合材料数字化制造技术体系。重点是复合材料数字化制造技术软件平台的构建;复合材料数字化制造设备的应用,打通复合材料数字化生产线,做到平台搭起来、设备用起来。
1 复合材料数字化制造技术软件平台的构建
复合材料零件有其自身的材料、结构以及工艺特点,与一般的金属制件不同,复合材料零件除了要设计表达形位、尺寸信息,还要设计表达铺层轮廓、角度以及芯材等复合材料特有的信息。前期基于二位图纸或CATIA机加模块建立的三维数模,无法生成铺层数据,无法适应数字化设备的应用,不利于数字化技术的发展。所以应采用先进的复合材料专用设计、工艺软件进行建模和三维标注,为复合材料数字化技术的应用搭建了软件平台。目前国外比较成熟、比较常用的专用软件为FIBERSIM 和CATIACPD 以及与之配套的辅助软件。
123456
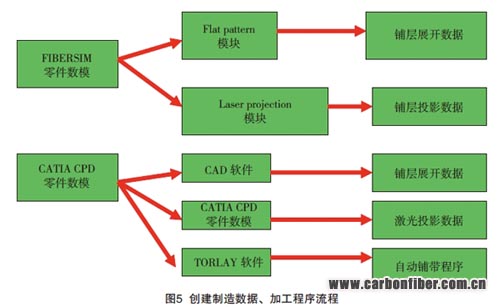
通过构建复合材料数字化制造技术的软件平台,采用专用设计、工艺软件建立复合材料零件三维数模(工程数据),进而建立制造数据集、程序,实现与自动下料机、投影定位、自动铺带机等数字化设备的接口,为复合材料数字化制造技术应用打下基础,如图5所示。
2 复合材料数字化制造技术应用
在构建复合材料数字化技术软件平台的基础上,进一步实现复合材料数字化制造技术的应用,主要指复合材料数字化制造设备的应用。目前常用的复合材料数字化制造技术主要包括:铺层数控剪裁技术、铺叠激光投影定位技术、自动铺带技术等。
2.1 铺层数控剪裁技术
铺层数控剪裁技术,是由工程数据集生成复合材料铺层的展开数据,并且按材料(预浸料)幅宽、铺层的角度对铺层展开数据予以分割,然后将数据输入数控剪裁设备,从而实现复合材料铺层的数控剪裁。
本文来自123
铺层数控剪裁的关键控制点为:
(1)铺层剪裁数模应为dxf格式以便于机床识别和采用CAD进行编辑。
(2)铺层数模的剪裁线应为一个连续封闭的结构,以防止剪裁错误和抖动剪裁,以提高剪裁效率。
(3)剪裁线和定位标识线要分建在不同图层,以达到不同工具(刀、笔)的选用。
(4)在剪裁过程要按材料的带宽优化剪裁数模的排版,以提高材料利用率。
(5)预浸料要求为双面保护膜,且保护膜与预浸料贴合紧密,以便于真空吸附固持。
(6)预浸料尽量平展,以保证尺寸精度。且卷长要尽量大,以便于连续工作,减少上料次数,提高制造效率。
2.2 铺层的激光投影定位技术
铺层激光投影定位技术是将零件数模中铺层轮廓及定位轴线的三维信息转化为点阵格式,采用激光系统逐点快速扫描成线,以在铺叠过程中对铺层进行定位。激光投影定位技术主要包括3个方面:投影数据、工装数据、投影仪配置文件。投影数据:铺层轮廓及定位轴线的点阵格式的坐标文件。
copyright 123456
工装数据:铺叠工装采用零件数模进行设计,并采用数控加工制造。在工装周缘均匀安装激光投影的定位靶点(一般不少于4个,涵盖零件型面的最高点、最低点),定位靶点的坐标值即为工装数据(与零件数模在同一坐标系)。
配置文件:是对投影设备的配置、功能进行约束的文件。如:确定投影仪的数量、投影参数等。
铺层激光投影定位技术应用控制的关键点为:
(1)工装数据、投影数据必须和零件数模在同一坐标系中,保证激光投影位置与工装形面吻合。
(2)对于全面积的主铺层采用投影轴线(肋、墙轴线)定位,对于内部子铺层采用投影轮廓线定位。以提高激光定位线的清晰度和定位精度。
(3)工装数据、投影数据、配置文件是投影系统应用的三大文件。要优化三者的协调关系尤其是配置文件设定。
(4)铺层铺叠要密实平整,尽量接近理论厚度,以保证投影位置的准确。
123456
(5)铺叠过程中,铺叠工装要有固定装置,避免移动。若移动要重新进行工装靶点的扫描校准,以保证投影数据与工装坐标系的吻合,进而保证投影位置的准确。
2.3 自动铺带机技术
自动铺带工艺是在复合材料设计数模的基础上,采用专用的编程软件(如:TORLAY)生成数控铺叠程序,通过自动铺带设备实现数字化铺叠。实现过程即将预浸料采用多轴的数控设备,通过剪裁、加热、滚压等装置,完成预浸料在成型工装上的自动化铺叠。自动铺带设备一般由数控机床部分和铺带两大部分组成。
数控机床部分: 主要包括龙门、桥式两种,主要是实现铺带装置的移动。铺带装置部分:主要包括上料、剪裁、加热、滚压、回卷等装置,主要功能是实现预浸料的剪裁、铺叠、压实等。
自动铺带技术应用控制的关键点为:
(1)首先确定复合材料零件结构适用于自动铺带机铺叠,包括单向带预浸料、曲面曲率、变厚度过渡区的斜坡角度等。
copyright 123456
(2)在铺叠形面复杂结构的制件或区域(如曲率较大等)时,尽量采用较窄带宽的预浸料,以保证、提高拼接质量。
(3)自动铺带过程中,工装要固持稳定,保证坐标系与工装形面的匹配。若出现移动应重新校准。
随着复合材料应用的日益广泛,复合材料成型技术也得到了高速发展,数字化技术就是其重要发展方向之一,复合材料的数字化制造可以有效解决“质量稳定性、精度差”、“制造成本高”这些困扰复合材料应用发展的问题。复合材料数字化制造技术研究、应用,关键是软件平台构建和数字化设备应用。
结论
(1)工装技术是大型复合材料壁板研制的基础,要结合制件的成型工艺、结构特点合理选择工装结构。
(2)固化技术是大型复合材料壁板研制的关键,要结合材料工艺性、制件结构,制定合理的预成型工艺和固化工艺,并且协调好预成型工艺和固化工艺的关系。
123456
(3)数字化技术是复合材料制造技术重要的发展趋势,尤其针对大型复合材料壁板优势明显。在进行大型复合材料壁板研制过程中,要大力加强数字化制造技术的应用和推广。




 润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!













