纤维增强复合材料与传统金属材料相比,具有比强度大、比刚度大、可设计性强、抗疲劳、耐腐蚀等优点,已经广泛用于飞机、导弹、卫星等航天航空飞行器中。随着复合材料设计和制造技术发展成熟,先进复合材料在民用、军用飞机上的用量不断增大,发展到目前,新型飞机先进复合材料用量达到了50%左右。然而,其层间强度低和抗分层、抗冲击能力弱等问题随着其应用也逐渐暴露。为了扩大复合材料的使用,并应用于飞机主承力结构,势必要寻求改进方法增强复合材料层合板层间性能,使其具有优异的抗冲击损伤能力。
从20世纪70年代开始,国内外学者进行了增强复合材料层间性能的相关研究,发展了多种层间增强方法[1-4],大致可分为两大类:
(1)通过改善基体韧性来提高复合材料层间韧性的材料学方法;
(2)在厚度方向上引入增强的结构设计方法,如三维编织、缝合和z-pinning技术等。本文将对增强复合材料层间性能的方法进行介绍并对一些相关研究成果进行简要综述。 123456
通过树脂基体增韧改善层间性能
层间强度差是影响复合材料在飞机上广泛使用重要原因。提高复合材料层间断裂韧性可有效提高层间强度,而层间韧性主要由树脂基体的韧性决定,因此,对树脂基体进行增韧可有效地提高复合材料的冲击损伤阻抗和抗分层能力。针对树脂基体增韧,国内外学者进行了大量的研究。
20世纪70年代主要是对树脂基体整体进行增韧,主要方法包括使用具有高延伸率的环氧树脂、在基体中加入弹性体增韧、使用高韧性热塑性树脂与热固性基体共混增韧等[3]。
为了提高树脂基体的韧性,学者们将弹性体(如橡胶、热塑性树脂、无机刚性粒子等)作为增韧剂加入到环氧树脂中,在固化过程中引发反应诱导相分离,得到典型的两相结构[5],大幅度提高树脂基体的断裂韧性。文献[6]将ETBN橡胶引入到RTM氰酸脂体系中,导致RTM树脂的粘度增加,对I型和II型层间断裂韧性研究表明,随着ETBN数量的增加,GIC和GIIC得到了提高;作者认为增韧机理是层间的橡胶粒子可以通过变形吸收更多的裂纹断裂能量。文献[7]用热塑性聚酰亚胺(PEI)增韧双马来酰亚胺(BMI)树脂基体,采用热压罐工艺制备复合材料,研究发现I型断裂韧性在PEI质量分数低于30%时,变化不大,而当PEI质量分数超过30%时,急速增加,并且和PEI改性BMI树脂本体的变化规律相一致。
copyright 123456
上述对树脂基体进行整体增韧的方法操作简单易行,但是在增韧的同时也会导致复合材料模量和耐湿热性下降,而且树脂基体韧性的大幅度提高不能有效地转移到复合材料本身,如基体树脂韧性提高25倍,而复合材料断裂韧性只提高4~8倍。鉴于这问题,到20世纪80年代层间增韧技术(Interleaf Toughening Technology)[8-12]应运而生,发展了多种层间增韧方法,可分为层间颗粒增韧和层间胶膜增韧,其中增韧颗粒可采用橡胶颗粒或热塑性树脂颗粒,增韧胶膜采用热塑性树脂膜。
层间胶膜增韧技术是在热固性树脂预浸布间插入热塑性树脂膜,称为韧性胶膜层,通过在高应力层间引入韧性胶膜层,达到增加层间韧性、抑制分层形成与扩展的目的,使复合材料层合板结构的抗冲击损伤和抗分层能力有较大的提高。文献[8-9]试验和分析表明,层间胶膜增韧可以有效地提高层间断裂韧性,减小冲击损伤面积,从而改善复合材料的抗冲击能力和损伤容限。文献[10]针对胶膜层对复合材料层合板的层间应力分布、边缘应力集中以及层间断裂韧性影响进行研究,结果表明:胶膜可缓和边缘的层间应力集中,层间正应力与层间剪应力明显下降,层间断裂韧性有显著的提高,I型层间断裂韧性可提高1/3以上,II型层间断裂韧性可提高近一倍,加入胶膜可以提高抵抗分层扩展的能力,层间胶膜增韧是一种切实可行的改善层合板抗分层和抗冲击性能的方法。
内容来自123456
层间颗粒增韧技术是在不改变已有树脂基体和成型工艺的基础上,将高韧性的橡胶或热塑性树脂以颗粒形式加入复合材料层合板层间,提高结构的层间强度。由于层间颗粒增韧的层间接触面积大和有效的能量吸收结构,增韧的效果显著,研究者展开了广泛的研究。文献[11]对橡胶粒子层间增韧进行研究发现层间韧性和冲击后压缩强度大幅提高。文献[12]采用热塑性树脂粒子进行层间颗粒增韧,大幅度提高了复合材料断裂韧性,作者认为是高韧性树脂变形吸收更多的能量,从而提高层间韧性。
以上增韧方法主要在热固性树脂中加入增韧组分,在一定程度上提高树脂基体韧性的同时,也牺牲了树脂其他的性能,如固化温度提高或复合材料抗湿热性下降等。因此,益小苏教授提出了一种新型的改善复合材料层间韧性和冲击损伤容限的离位增韧技术[13],将复合相增韧技术中的增韧相从基体中分离,让它单独与增韧相复合,在不改变原有热固性预浸料的所有工艺优点、并保持其面内力学性能不变的同时,大幅度提高了复合材料的抗冲击损伤阻抗。
123456
通过层间结构设计改善层间性能
传统的树脂基复合材料层合板各铺层之间没有纤维增强,只是靠树脂基体起着粘接和传递载荷的作用,当受到冲击载荷作用时,往往产生层间破坏并逐渐向层内扩展,导致结构损伤、破坏。为了解决复合材料层合板层间强度低的问题,通过大量的结构设计研究工作,目前,研究人员发展了提高层间性能的方法有三维编织、缝合和z-pinning技术等。
1 三维编织增强复合材料
三维编织复合材料采用三维立体纺织技术在层间也引入纤维来增强层间强度,在3个方向上纤维含量都很高,其整体性和结构对称性好,没有明显的片层结构,具有优良的综合性能,研究认为三维编织复合材料有较高的抗冲击损伤能力和低速冲击损伤容限。
2 缝合增强复合材料
缝合复合材料是20世纪80年代为了改善传统复合材料层间强度低、层间断裂韧性差、冲击损伤容限低等缺陷而发展起来的一种新型三维层板结构。该结构采用厚度方向纤维增强方案,对预成形件在层合板厚度方向通过缝合技术引入高拉伸强度的缝合线(如碳纤维、玻璃纤维、Kevlar纤维纱线等)将各个铺层联为一个整体,再经过树脂膜熔渗透(RFI)或树脂转移模塑成形工艺(RTM)技术复合成形[14]。整个缝合由3个阶段完成,即:纤维预成形铺叠→缝合→RTM或RFI成型。
copyright 123456
缝合层板由于在厚度方向上占复合材料纤维含量极少一部分的缝线增强作用,抑制了层合板的分层,有效地改善了层间力学性能,显著地提高了层间断裂韧性和抗冲击损伤容限。20世纪80年代中期,美国航空航天局(NASA)兰利研究中心(Langley Research Center)和美国道格拉斯公司(Douglas Aircraft Company)首先用缝合/RFI技术制造了机翼,并对其力学性能进行了系统的试验。1989年,NASA启动了先进复合材料技术研究计划(ACT计划),成功设计、制造和测试了缝合复合材料机翼。美国空军的先进轻型飞机机身结构计划(ALAFS计划)对缝合技术进行了研究,成功地用缝合复合材料替代了金属材料制造了机身、机翼等[14]。
2.1 缝合工艺对缝合复合材料性能的影响
缝合复合材料性能与缝合工艺参数密切相关,主要的工艺参数有:缝合型式、缝合密度、缝线直径、缝合角度等。
内容来自123456
缝合分为锁式和链式,其中锁式缝线在复合材料中间相交产生较多应力集中,链式缝合线多次绕曲工艺复杂,目前这两种型式较少使用。人们在锁式缝合的基础上进行改进,使得缝合线弯曲少,利于缝合进行和层间强度提高,同时对面内纤维损伤少,引起的应力集中小,具有相对更高的损伤容限。目前,缝合复合材料主要使用这种方式缝合。
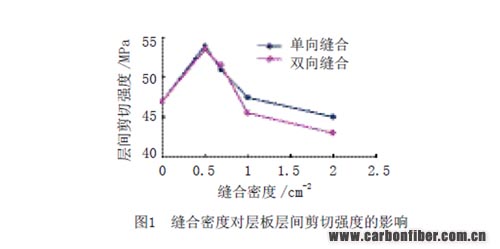
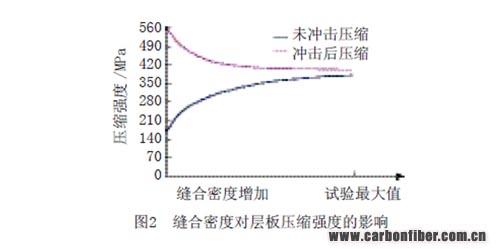
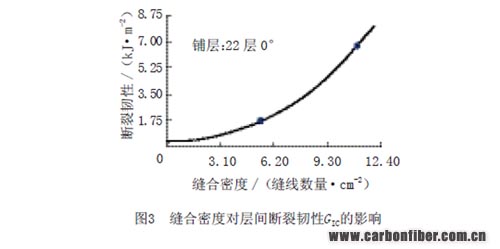
缝合密度对缝合复合材料层间性能影响很大,冲击试验研究表明缝合密度增大,复合材料分层损伤面积减小,密度增大4倍,分层减少40%[15]。但缝合的同时,缝针、线对层合板的纤维造成一定程度的损伤(纤维断裂或纤维弯曲),层板面内性能下降[16]。缝合密度越大,纤维损伤程度越严重,适当的缝合密度才能使缝合达到最佳状态。图1~3分别给出了缝合密度与缝合复合材料的层间剪切强度、压缩强度及层间断裂韧性GIC的关系曲线[15-17]。
copyright 123456
缝线直径增大提高了缝合复合材料的层间断裂韧性和冲击阻抗,但引起更多面内损伤,使面内力学性能降低。
此外,缝合参数还有缝线材料、缝合样式、缝合角度、缝针直径等。
2.2 缝合对复合材料分层断裂韧性的影响
缝合复合材料具有优良抗分层能力,其分层形式有张开型(I型)和滑开型(II型),可以分别由断裂韧性(应变能释放率表征)GIC和GIIC表示抗分层能力。缝合复合材料断裂韧性与缝合工艺参数关系密切,研究发现[18-24]:
(1)缝合密度和缝线直径是影响分层断裂韧性的两个主要参数;
(2)GIC随缝合密度增加而增大,GIIC随缝合密度增加而先增加而后降低;
123456
(3)当缝合密度过低时,缝合不能有效抵抗分层、裂纹扩展;
(4)当缝合密度超过某临界密度,缝合对面内纤维损伤和引起应力集中占主导,导致分层韧性急剧降低;
(5)缝合线直径增大明显提高了抗分层和裂纹扩展能力。
文献[23]指出缝合提高了层板层间的断裂韧性,GIC受缝线材料的影响,但与无缝合层板相比,GIC一般都可以提高10倍以上,增加缝合密度、缝线强度,降低缝线的杨氏模量,增加试件的厚度及轴向刚度,均可提高试件的GIIC值。Mattheij等[24]采用统计方法研究了缝线分布状态和缝合工艺参数对I型层间断裂韧性的影响,指出缝线分布状态的影响很小,控制缝线张力可获得最优面内力学性能。
2.3 缝合对受冲击损伤后的承载能力的影响
研究表明,厚度方向缝合使复合材料受冲击损伤后的承载能力及冲击后压缩强度显著提高,冲击后拉伸强度也有所改善,但改善幅度没有冲击后压缩强度大[25]。
copyright 123456
程小全等[26-28]研究表明:缝合没有提高冲击过程中的分层损伤的起始载荷,但有效地抑制了分层损伤的扩展,低速冲击后的分层损伤面积明显减小,缝合针距、行距以及冲击点与针脚的相对位置对冲击分层损伤的形状和大小有明显的影响。缝合抑制了局部屈曲的发生与扩展,改变了含冲击损伤层板的压缩破坏机理,大幅度提高了层板的冲击后剩余压缩强度,随着铺层材料、缝合参数等因素的变化,缝合板的CAI值提高的程度不等,一般在40%以上,有的甚至达400%。
Sankar[29]在基于断裂力学方法预测带预制分层的缝合梁在低速冲击下分层扩展问题中也发现:缝纫并不会提高分层扩展的初始载荷, 但能够大幅降低分层的扩展范围。文献[30-31]中采用三维动力学有限元法,对缝合复合材料的低速冲击损伤进行了数值模拟,并进行了试验验证。结果均表明,在相同冲击能量作用下,缝纫能明显提高层板的抗冲击性能,明显减小分层面积。
本文来自123
程小全等在文献[32]中研究指出缝合层合板受冲击后拉伸强度略高于无缝合层合板,在拉伸载荷作用下,纤维断裂和基体开裂是导致层合板破坏的主要因素,而分层损伤变成了次要因素。
缝合提高了复合材料厚度方向性能,但也引起面内纤维的损伤,降低了复合材料的面内性能,因此,有必要寻求对面内纤维损伤小的缝合技术。Yasui[33]提出在基板上按预定的间距布置管子,一排纱线往复绕过管子陈列形成一层,用斜纱缠绕形成第2层,这样可制成不同取向的多层织物。穿过厚度的纱线,通过管子用缝合引入,便形成三维结构。另一种方法是在基础框架体系上用导针布置成复杂的三维形状,干纱线绕导针以不同取向缠绕,导针布置的距离应控制在能使穿过厚度的纱线顺利通过。这种工艺制成的预型件,纤维的排列在缝合时不受干扰,面内纤维损伤少。
3 z-pinning增强复合材料
copyright 123456
z-pinning技术是20世纪90年代发展起来的一种增强层合复合材料层间强度的新技术,该技术借鉴缝合复合材料技术中的不连续缝线方法[1],在固化前的层合板预浸料厚度方向嵌入纤维或金属等刚性短棒,再固化形成Z向增强层合板。通过在层合板厚度方向嵌入体积分数1%~5%的z-pin,层合板面内强度只是少量退化,却使I型层间断裂韧性十几倍的提高,层间分层减少50%[34],说明z-pinning对层合板面内性能影响较小的情况下大幅提高了层间强度,是一种增强层合板层间性能的有效方法。
z-pin的直径一般在0.2~1.0mm之间,在层板中体积分数一般在1%~5%,材料可以用金属(不锈钢、铝合金或钛合金等)或非金属(碳纤维、玻璃纤维或Kevlar纤维等)[35]。z-pin的嵌入方式有两种:一种是单根嵌入[35],即逐个将z-pin嵌入未固化层合板中,这种方式灵活性强,可用于曲面结构加工,但不适合大型复合材料生产。另一种是整体嵌入(利用热压罐和超声波辅助嵌入)[4],即将若干z-pin同时嵌入层板中,效率高,应用广泛。
123456
国内外很多学者研究z-pinning增强复合材料的性能表明,z-pinning使层板面内强度少量退化,但能明显改进层间韧性、冲击损伤容限和冲击后压缩强度等性能[34,36-41]。
Freitas等[34]试验了z-pin对层间断裂韧性、冲击分层和面内性能的影响,结果表明,在层合板Z向嵌入z-pin(体积分数低于5%)与未增韧层板相比,z-pin增强层板能够保持91%~98%面内拉伸强度,使I型层间断裂韧性提高18倍,减少50%冲击分层损伤。M.Grassi等[36]对2%体积含量z-fiber的纤维增韧复合材料厚度方向的刚度和面内刚度进行了研究,发现厚度方向刚度提高了22%~35%,而面内刚度降低在10%以内。滕锦等[37]对z-pin增韧复合材料层合板的低速冲击损伤进行试验和有限元模拟,结果表明z-pin增韧使得冲击后层间分层区域面积减小50%左右,在损失少量面内性能的基础上z-pin使厚度方向上刚度大幅度提高。郑锡涛等[38-39]开展了z-pin增强复合材料层合板的断裂韧性试验研究和有限元模拟,在文献[38]中分别选择了3种z-pin直径与3种分布密度的增强方式进行了试验研究,并进行了与不含z-pin增强的复合材料层合板的对比试验。研究表明:z-pin大幅提高了复合材料层合板断裂韧性,与不含z-pin结构相比,应变能释放率GIC、GIIC分别增大了83%~1110%、23%~438%,在相同z-pin体积含量下,z-pin分布密度比z-pin直径对GIC和GIIC的提高都更有效率;在文献[39]中采用z-pin增强桥联力模型和VCCT法研究z-pin增强复合材料DCB结构I型断裂韧性,采用实体单元模拟层板结构和非线性弹簧元模拟z-pin建模计算应变能释放率,对比分析不同体积分数z-pin复合材料层合板与不含z-pin层合板的I型断裂韧性,研究表明z-pin显著增大了复合材料层合板I型断裂韧性,且增强效果与z-pin体积分数密切相关,z-pin有效地提高了分层扩展阻力。Fartridge等[40]也通过试验研究证明了z-pin能很大幅度地提高层合板I/II型层间断裂韧性。Y.C.Gao等[41]研究纤维增韧复合材料的断裂韧性,提出了剪切滞后模型,给出了长纤维、短纤维、强纤维、弱纤维的区分标准和相应的增韧公式,并对含有微裂纹的纤维增韧复合材料的增韧机理、损伤过程等进行了研究。
内容来自123456
结束语
由于复合材料层合板在厚度方向上强度低和抗冲击能力差的缺陷,限制了其发展应用,尤其是在飞机主承力结构上的应用。因而,增强复合材料层合板层间强度将是重要研究课题。改善复合材料层板层间性能的方法多种多样,其中新兴的缝合和z-pinning技术更具发展潜力,具有生产效率高、增强效果好、加工成本低等优点,开展缝合和z-pinning技术相关研究意义重大。通过上述几种方法增强复合材料层合板层间性能,将使其应用领域不断扩大,但也还存在一些问题需要进一步研究:
(1)基体增韧在提高树脂基体复合材料层间韧性的同时,也使刚度和湿热性能降低,需进一步研究。
(2)缝合技术还不够成熟,缝合密度、缝线直径等缝合工艺参数对缝合复合材料的层间韧性、冲击损伤容限等影响还需进一步研究,确立能够指导设计与实际生产的工艺方法及技术参数。缝合引入了较大的面内力学性能损失,需通过对缝合参数进行优化设计,使得在增强的同时造成面内力学性能下降小。
copyright 123456
(3)z-pinning的增韧机理尚不明确,还需要进一步深入研究来完善;需要建立评估z-pinning各设计参数的统一试验和分析标准。
本文共有参考文献41篇,因篇幅所限,未能一一列出,读者如有需要,请向本刊编辑部索取。
(责编 深蓝)




 润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!
润大世纪为您提供高品质的碳纤维及凯夫拉成型产品!













